Atmosphärische Plasmabeschichtung von Polymer-Bipolarplatten
In Zeiten globaler Sensibilisierung gegenüber ökonomischen, aber vor allem auch ökologischen Themenstellungen wächst auch das Bewusstsein für energieeffiziente Gesamtlösungsstrategien über die komplette Wertschöpfungskette sowie eine nachhaltige Nutzung verfügbarer Ressourcen. Bevor es zu einer gewinnbringenden Massenfertigung von Bipolarplatten kommen kann, sind im Produktentstehungsprozess eine ganze Reihe von Entwicklungen und Voruntersuchungen nötig, um den optimalen Wirkungsgrad in Abhängigkeit des Designs und der Ausführung zu bestimmen. Da dies nicht allein mithilfe von Simulationen geschehen kann, sind experimentelle Untersuchungen unumgänglich.
Mit den aktuell am Markt erhältlichen Beschichtungsverfahren ist die Prototypen-, Vor- und Kleinserienherstellung sehr zeit- und kostenintensiv. An diesen Punkt knüpft der von der ITW Chemnitz untersuchte Ansatz an, einen leicht in Form zu bringenden und kostengünstigen Grundwerkstoff mit einer geeigneten Beschichtung auszustatten, um somit energie-, zeit-, kosten- und materialeffizient Vor- und Kleinserienuntersuchungen durchzuführen.
Mithilfe der in diesem Projekt umgesetzten Kombination aus günstiger additiver Grundwerkstoffherstellung und universal einsetzbarer Beschichtungstechnologie ist es möglich, verschiedene Bipolarplattendesigns flexibel und kostengünstig herzustellen, ohne die geforderten industriellen Parameter zu vernachlässigen. Im Ergebnis soll es durch die anvisierte wandlungsfähige Fertigungstechnologie möglich sein, eine Prototypen- sowie Vor- und Kleinserienfertigung energie-, zeit-, kosten- und materialeffizient zu gestalten und somit den Weg in die industrielle Praxis zu ebnen.
Beschichtungstechnik spielt eine große Rolle Im Zuge der Untersuchungen wurde ein Niedrigenergie-Plasma genutzt, in welches definiert der genutzte Beschichtungswerkstoff in Form von Mikropartikeln zugeführt wurde. Dies ermöglicht eine stoffschlüssige Verbindung von Beschichtungswerkstoff und Substrat (s. Abb. 1). Durch die technologisch bedingte geringe thermische Belastung des zu beschichtenden Substrates ist es möglich, Materialkombinationen zu erzeugen, die auf den ersten Blick unrealistisch erscheinen (im vorgestellten Kontext ein Polymer als Substrat und Kupferpulver als Beschichtungswerkstoff). Ein weiterer Vorteil des eigesetzten Verfahrens besteht in der Anwendung unter atmosphärischen Bedingungen. Im Gegensatz zu Vergleichsverfahren wie physikalischer oder chemischer Gasphasenabscheidung sind eine vorherige Evakuierung und Arbeiten im Vakuum nicht nötig. Des Weiteren sind der hohe Flexibilisierungsgrad sowie die Möglichkeit der partiellen Beschichtung positiv hervorzuheben.
Suche nach geeignetem Substratwerkstoff Bei der Suche und Auswahl eines geeigneten Substratwerkstoffs waren diverse Herausforderungen zu beachten:
Die benötigte Temperaturbeständigkeit (sollte sich an Einsatztemperaturen von PEM-Brennstoffzellen von ca. 110 °C orientieren),
die leichte sowie variable Verarbeitung (Grundstruktur soll mittels selektiven Lasersinterns herstellbar sein, um hohe Designflexibilität zu gewährleisten),
die gute sowie kostengünstige Verfügbarkeit des Rohstoffes.
Es wurden mehrere potenzielle Substratwerkstoffe näher betrachtet und auf ihre Beschichtungseignung hin untersucht. Dabei wurden am Markt verfügbare Varianten auch dahingehend modifiziert, dass sie für die geplante Anwendung optimiert wurden. Nach umfassenden Untersuchungsreihen, bestehend aus Beschichtungsversuchen, optischen Analysen, Oberflächenmessungen, simulativen Studien sowie thermischen Nachbehandlungsuntersuchungen hinsichtlich Temperaturbeständigkeit, fiel die Wahl auf einen glasfasermodifizierten Polybutylenterephthalat (PBT). Dieser Werkstoff wurde durch gezielte Hinzunahme von Glasfasern dahingehend modifiziert, dass alle geforderten technischen Parameter erreicht werden. Darüber hinaus weist der modifizierte PBT die besten Beschichtungseigenschaften auf.
Von der Idee zum industrienahen Flow-Field-Design Eine der großen Herausforderungen innerhalb der Untersuchungen war die Entwicklung eines industrienahen Flow-Field-Designs unter Beachtung der materialspezifischen sowie technologischen Grenzen der genutzten Verfahren. Dabei mussten zum einen die Herstellungsgrenzen des selektiven Lasersinterns unter Berücksichtigung des Materials und der Zielanwendung sowie zum anderen die technologischen Grenzen des nachfolgenden Beschichtungsverfahrens herausgearbeitet und definiert werden. Dazu wurden verschiedene Parameter- und Geometriestudien zu industriell eingesetzten Flow-Field-Designs durchgeführt. Schlussendlich wurde eine mäanderförmige Flow-Field-Struktur mit folgenden Abmessungen realisiert:
effektive Fläche
Kanalbreite
Steghöhe
Stegbreite
100 cm²
1,5 mm
1,5 mm
0,6 mm
Tab. 1: Realisierte Flow-Field-Struktur
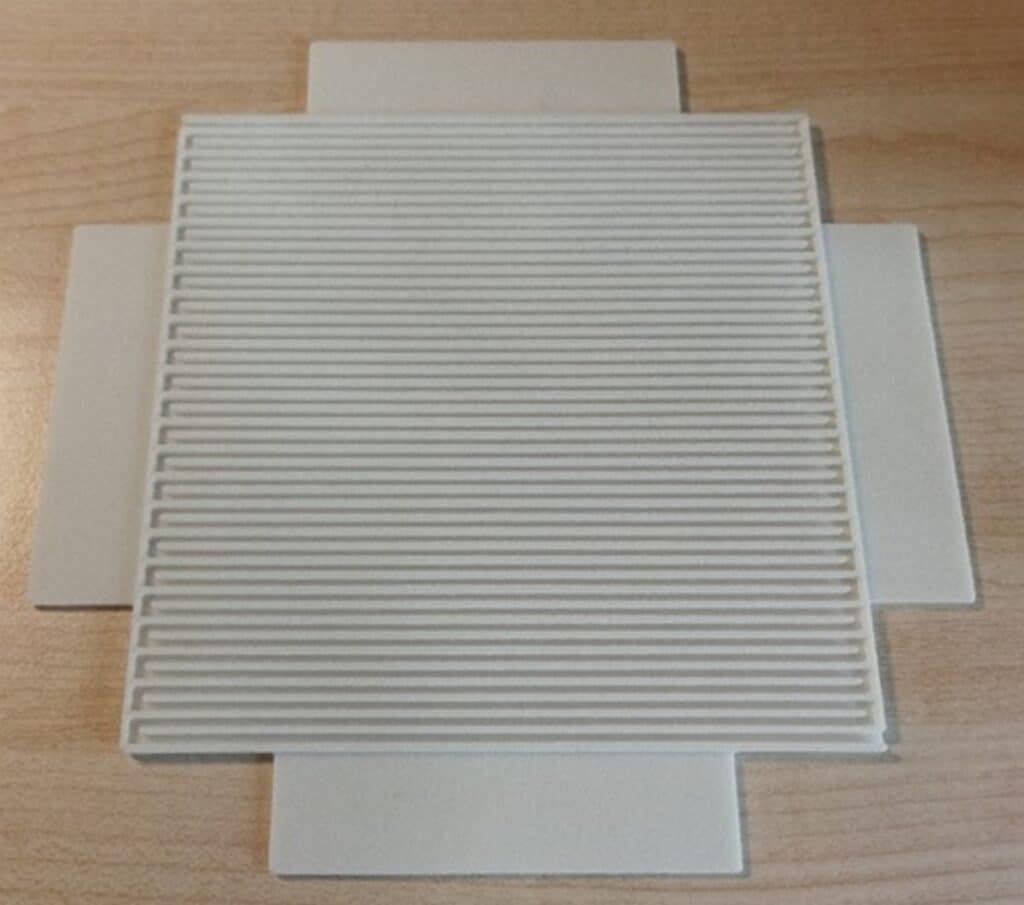
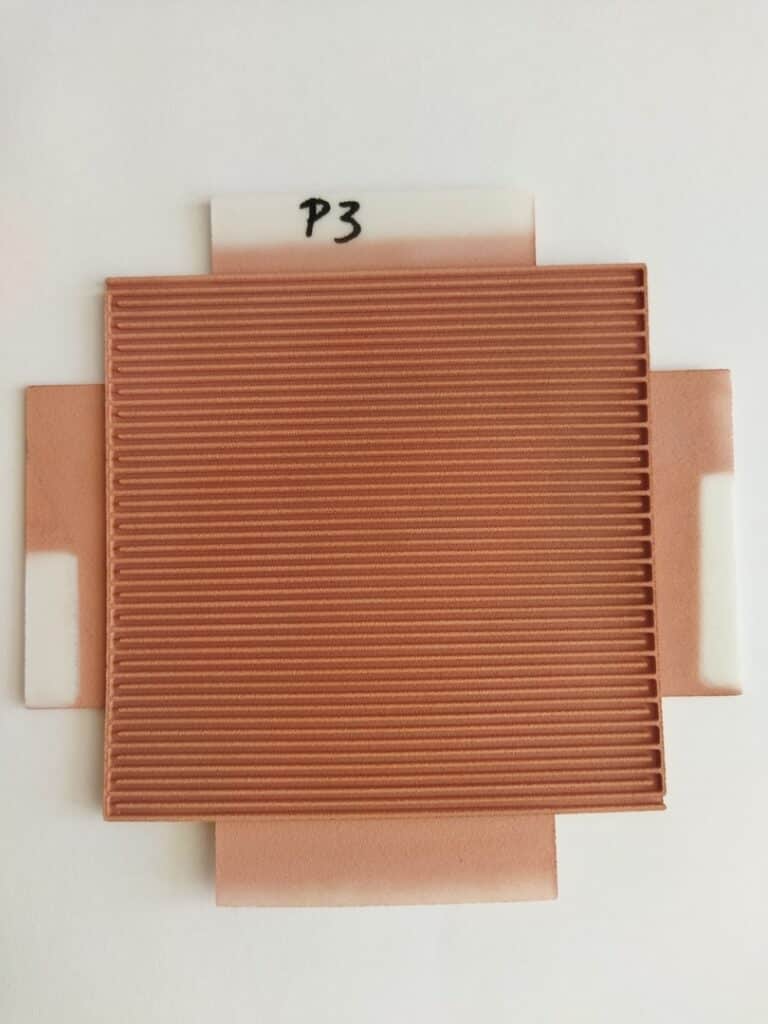
Die vier flügelförmigen Niederhalter (s. Abb. 2) werden zur Fixierung während des Beschichtungsprozesses benötigt und können im Anschluss problemlos entfernt werden.
Entwickelter Polymergrundkörper (links) und resultierendes Beschichtungsergebnis (rechts)
Um einem eventuellen Verzug entgegenzuwirken, wurde eine metallische Probenaufnahme verwendet. Dieser Versuchsaufbau sichert eine gezielte Abfuhr der eingebrachten Temperatur und somit ein optimales Beschichtungsergebnis. Sowohl optische Oberflächenanalysen als auch Haftfestigkeitsuntersuchungen in Anlehnung an den Gitterschnitttest nach DIN EN ISO 2409 ergaben zufriedenstellende Ergebnisse und lassen ein hohes Potenzial für bereits erwähnte Prototypen- sowie Vor- und Kleinserienfertigung erkennen.
Die Untersuchungen wurden mit finanziellen Mitteln vom Bundesministerium für Wirtschaft und Klimaschutz unterstützt.
Autor: Jörg Steger, Institut für innovative Technologien, Technologietransfer, Ausbildung und berufsbegleitende Weiterbildung e. V. Chemnitz (ITW)
Metallische Bipolarplatten effektiv und effizient reinigen
Geringes Gewicht und Volumen, gute Kaltstartfähigkeit sowie eine vergleichsweise günstige Serienproduktion sind Vorteile, mit denen metallische Bipolarplatten aufwarten können. Diese Kernelemente von Brennstoffzellen-Stacks übernehmen mit der Medienversorgung, elektrischen Anbindung und Kühlung entscheidende Aufgaben. Wie gut sie diese erfüllen, hängt unter anderem von der Sauberkeit des Materials sowie der gefügten Platte ab. Um eine möglichst effektive und wirtschaftliche Reinigung zu ermöglichen, hat Ecoclean Untersuchungen mit verschiedenen Verfahren durchgeführt.
Brennstoffzellen zählen zu den Schlüsseltechnologien für die Elektrifizierung von Fahrzeugantrieben und spielen auch bei der Energiewende als stationäre Energiequelle eine wesentliche Rolle. Kern eines Brennstoffzellensystems sind zu Stapeln (Stacks) verschaltete Bipolarplatten, die aus Anode und Kathode mit einer dazwischenliegenden protonenleitfähigen Folie bestehen.
Bipolarplatten erfüllen unterschiedliche Aufgaben: Sie verbinden die Anode einer Zelle mit der Kathode der benachbarten Zelle physikalisch und elektrisch. Zuständig ist die Bipolarplatte auch für die Zuführung der Reaktionsgase Wasserstoff (Anodenseite) und Luft (Kathodenseite). Die Platten verfügen dafür auf beiden Seiten über eingearbeitete Strömungsprofile (Flowfield), deren Gestaltung entscheidend für den Wirkungsgrad des gesamten Aggregats ist. Darüber hinaus regeln die Bipolarplatten die Abgabe elektrischer Energie und den Abtransport von Wasserdampf. Eine weitere Funktion besteht im Wärmemanagement.
Die Fertigung der Platten kann aus unterschiedlichen Materialien erfolgen: hochkonzentriertes Grafit, Grafit-Kunststoff-Mischungen und Metallen. Insbesondere beim Einsatz in Kraftfahrzeugen bieten metallische Bipolarplatten Vorteile. Sie liegen im geringen Gewicht und Volumen sowie einer guten Kaltstartfähigkeit. Darüber hinaus bieten metallische Bipolarplatten das Potenzial für eine vergleichsweise kosteneffiziente Serienproduktion, die durch Skaleneffekte noch verbessert werden kann.
Sauberkeit sichert Qualität und Wirkungsgrad
Die Fertigung der Anode und Kathode metallischer Bipolarplatten erfolgt überwiegend aus 0,1 bis 0,2 mm dünnen Folien aus Edelstahllegierungen. Das Material wird üblicherweise von einem Coil abgewickelt, dessen Oberflächen aus der Herstellung mit unterschiedlichen Walz- und Ziehfetten, Ölen, Emulsionen und nicht bekannten Fremdstoffen verunreinigt sind. Im nächsten Schritt werden die Anoden- und Kathodenfolien mechanisch oder im Hydroforming präzise umgeformt und die Außenkonturen beispielsweise durch Stanzen oder Lasern geschnitten.
Aus diesen Prozessen verbleiben ebenfalls Reste der Bearbeitungsmedien (Öle und/oder Emulsionen) auf den Platten. Beim anschließenden Fügen der Anoden- und Kathodenplatte, was häufig in einem Laserschweißprozess erfolgt, entstehen zudem Schmauchspuren und Oxide. Abschließend werden die Bipolarplatten beschichtet. Spätestens davor ist ein Reinigungsschritt erforderlich, um eine homogene Beschichtung mit guter Haftfestigkeit sicherzustellen.
Bei eng gepackten Brennstoffzellen, mit denen auf kleinstem Raum eine hohe Leistung erzielt werden soll, empfiehlt es sich, bereits vor dem Fügen eine Reinigung durchzuführen. Sie verhindert, dass Verunreinigungen zwischen Anode und Kathode eingeschlossen werden, die sich durch die unweigerlich entstehende hohe Wärmeentwicklung lösen und die Mikrostrukturen der Flowfields verstopfen können. Dies würde zu einer Verringerung des Wirkungsgrads führen. Gleichzeitig reduziert der zwischengeschaltete Reinigungsschritt die Oberflächenverschmutzung aus Schmauch und Oxiden durch den Laserschweißprozess.
Das richtige Verfahren wählen
Wesentliche Herausforderung bei der Reinigung metallischer Bipolarplatten sind die meist unsichtbaren, chemisch-filmischen Rückstände auf den Oberflächen. Es handelt sich dabei um Öle, Fette, Emulsionen und weitere Chemikalien, deren Zusammensetzung häufig unbekannt ist. Diese unspezifischen Kontaminationen machen eine Reinigungslösung erforderlich, die deren zuverlässige und bedarfsgerechte Entfernung sicherstellt. Dafür hat die Ecoclean GmbH Untersuchungen mit der Laser-, CO2-Schneestrahl-, nasschemischen Lösemittelreinigung und Dampfstrahlen durchgeführt.
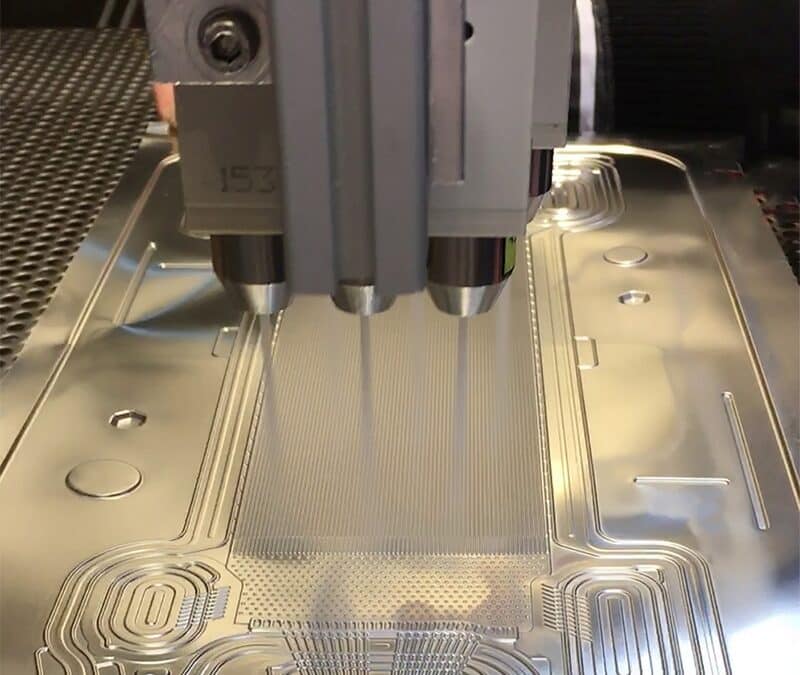
Abb. 2: Die Dampfreinigung basiert auf dem Zusammenspiel von Dampf mit einem exakt auf die Reinigungsaufgabe abgestimmten Flüssigkeitsanteil, einem Hochgeschwindigkeitsluftstrom und einem angepassten Düsensystem
Sowohl mit dem Laser als auch mit der CO2-Schneestrahlreinigung lassen sich Schmauch und Oxide sowie chemisch-filmische Verunreinigungen und Partikel von den Schweißnähten der gefügten Bipolarplatten punktuell innerhalb weniger Sekunden gut entfernen. Bei der Reinigung der kompletten Oberflächen der Bipolarplatten werden mit beiden Verfahren ebenfalls gute Ergebnisse erzielt. Da mit dem Laser die Oberfläche Zeile für Zeile abgefahren werden muss, ist die Reinigung zeitintensiv. Bei der CO2-Schneestrahlreinigung kann das System mit einer entsprechenden Anzahl von Strahldüsen ausgestattet werden, so dass eine zügige Bearbeitung der gesamten Oberfläche möglich ist.
Durch die nasschemische Reinigung mit Lösemittel im Flutverfahren konnten Öle und Fette sowie Partikel gut entfernt werden. Für die Abreinigung von Emulsionen, Schmauch und Oxiden ist das Verfahren dagegen nicht anwendbar. Eine nasschemische Tauchreinigung mit wasserbasierten Medien ist aufgrund der erforderlichen Trocknung nur bedingt und mit sehr hohem Aufwand möglich.
Gute Ergebnisse wurden bei der Abreinigung filmisch-chemischer und partikulärer Verschmutzungen sowie von Schmauch und Oxiden mit dem Dampfstrahlen erreicht. Die Reinigungswirkung basiert bei diesem Verfahren auf dem Zusammenwirken von Dampf mit einem exakt auf die Reinigungsaufgabe abgestimmten Flüssigkeitsanteil, einem Hochgeschwindigkeitsluftstrom und einem angepassten Düsenkonzept. Der Reinigungsprozess beansprucht ebenfalls nur wenige Sekunden.
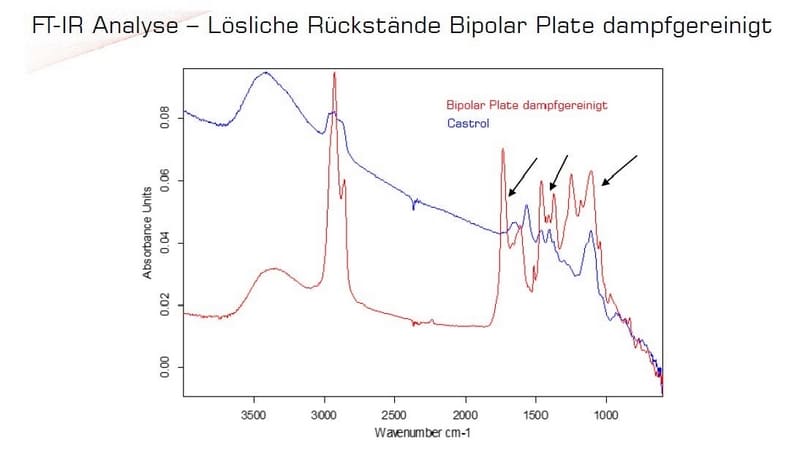
Abb. 3: Die Analyse der IR-Spektroskopie zeigt, dass mit der Dampfreinigung die Rückstände der Referenzverschmutzung komplett entfernt wurden
Kontrollierte Reinigungsvalidierung
Die Kontrolle der Reinigungsergebnisse erfolgt anhand der Oberflächenspannung mit den Messtechniken Kontaktwinkelmessung und Testtinten, durch Fluoreszenzmessung sowie Infrarotspektroskopie. Die Fluoreszenzmesstechnik erwies sich aufgrund nicht fluoreszierender Verunreinigungen als nicht geeignet. Bei den Eingangsmessungen der Oberflächenspannung zeigten die Bipolarplatten sehr unterschiedliche Verschmutzungswerte, die nach der Reinigung signifikant verringert waren.
Eine generelle Aussage, ob das Bauteil die für den nächsten Prozessschritt erforderliche Sauberkeit aufweist, lässt sich nicht treffen. Dafür sind entsprechend prozessspezifische Anforderungen zu ermitteln. Für die Infrarotspektroskopie werden an den Proben (Coilabschnitte und Bipolarplatten) zunächst alle Rückstände entfernt, also eine Referenzsauberkeit hergestellt. Nach der mittels IR-Spektroskopie erfolgten Analyse der Oberflächen werden die Proben mit einer Referenzverschmutzung verunreinigt, die Reinigung durchgeführt und danach erneut analysiert. Diese Analyse zeigt dann, dass mit der Dampfreinigung die filmisch-chemischen Verschmutzungen zuverlässig entfernt werden konnten.
Entsprechende Reinigungsversuche und -kontrollen führen die Experten für Bauteilreinigung und Oberflächenbearbeitung im Monschauer Testzentrum mit den genannten und weiteren Verfahren durch.
Automatisierte Reinigung
Für einen effizienten Workflow kann die Reinigung vor dem Fügen und/oder dem Beschichten in Fertigungslinien integriert werden. Die Automatisierung lässt sich dabei optimal auf die spezifischen Anforderungen und Gegebenheiten der jeweiligen Produktionslinie anpassen.
Ecoclean gehört zur SBS Ecoclean Group, die zukunftsorientierte Anlagen, Systeme und Services für die industrielle Bauteilreinigung und Oberflächenbearbeitung entwickelt, produziert und vertreibt. Deren Lösungen unterstützen weltweit Unternehmen aus der Automobil- und Zulieferindustrie sowie dem breit gefächerten industriellen Markt bei effizienten und nachhaltigen Produktionsprozessen. Die Unternehmens-Gruppe ist mit zwölf Standorten weltweit in neun Ländern vertreten und beschäftigt mehr als 900 Mitarbeiter/innen.
Die Bipolarplatte (BPP) ist eine der Komponenten, die am häufigsten im Brennstoffzellen-Stack verwendet werden. Ihre Auswahl ist sowohl im Hinblick auf die Funktion als auch auf die Kosten überaus relevant. In den drei Forschungsprojekten InProPlate, PreCoil und BePPel, die über das Nationale Innovationsprogramm Wasserstoff- und Brennstoffzellentechnologie NIP II geförderten wurden, konnten neue Fertigungsverfahren und Messmethoden entwickelt werden, die sich insbesondere auf die Wirtschaftlichkeit von BZ positiv auswirken.
Brennstoffzellen-Stacks mit fahrzeugtauglichen Leistungsdichten bilden nach wie vor eine kritische Lücke in der europäischen Wertschöpfungskette. Diese Lücke zu schließen war das Ziel der vom Fuel Cells and Hydrogen Joint Undertaking geförderten europäischen Projekte Auto-Stack (FCH-JU GA 245142) und AutoStack-CORE (FCH-JU GA 325335). (mehr …)
Vom 10. bis 12. Oktober 2016 hat auf dem Stuttgarter Messegelände die 16.World of Energy Solutions stattgefunden – eine gute Nachricht, denn sowohl die Landesmesse Stuttgart als auch die e-mobil BW hatten sich im Vorfeld nicht beziehungsweise nicht sonderlich stark für eine Durchführung in 2016 ausgesprochen. Vor diesem Hintergrund sind die Rückgänge bei den Aussteller- und Kongressteilnehmerzahlen zweitrangig und verschmerzbar. (mehr …)
Fachberichte, Meldungen, Termine und Neuigkeiten Ausblenden