In ganz Deutschland sind aktuell die Auswirkungen der vielen seit Anfang der 2020er Jahre parallel verlaufenden weltweiten Krisen zu spüren: Pandemie, Krieg inmitten von Europa, Menschen auf der Flucht, Inflation, Fachkräftemangel und auch die Energie-, Rohstoff-, Lieferketten- und Versorgungsunsicherheiten sind die einflussgebenden Faktoren der letzten Jahre, die heute immer deutlicher und in voller Konsequenz jeden Standort im Land direkt betreffen.
Um diesen konzentrierten Herausforderungen zu begegnen, hat sich die Region Ostwürttemberg bereits 2021 auf den Weg gemacht, eine breite gesellschaftliche Unterstützung aufzubauen und mithilfe eines Bottom-up-Prozesses die Bevölkerung direkt mit einzubinden, um eine Zukunftsoffensive für die Region zu starten. Das Bestreben ist klar: Herausforderungen betrachten, Lösungswege aufzeigen, gesellschaftliche Impulse setzen und gemeinsam Ziele zum Wohle der Region definieren und diese dann als Gesellschaft konsequent verfolgen.
Ostwürttemberg Die Region Ostwürttemberg liegt im Osten Baden-Württembergs direkt an der bayerischen Grenze und besteht aus den beiden Landkreisen Heidenheim und Ostalbkreis. Die 447.000 Einwohner verteilen sich auf 53 Städte und Gemeinden. Ostwürttemberg ist der Wirtschaftsraum mit den ältesten Industrieunternehmen Deutschlands. Die Region hat sich kontinuierlich weiterentwickelt und immer wieder neu erfunden. Deshalb hat sich hier ein Wirtschaftsraum mit Schwerpunkten im produzierenden Gewerbe und der Logistik herausgebildet, der durch Kreativität, Innovation und Leistungsfähigkeit überzeugt. Heute ist die Region eine Patenthochburg und beweist regelmäßig, dass sie zu Recht der „Raum für Talente und Patente“ ist.
Eines dieser Ziele, genauer gesagt das Ziel Nummer eins, ist die Wasserstoffregion Ostwürttemberg. Man will den Standort Ostwürttemberg energiesicherer aufstellen. Hilfreich für die Erreichung dieses Zieles ist der vom Bundesministerium für Digitales und Verkehr im Jahr 2019 ausgerufene Wettbewerb „HyLand – Wasserstoffregionen in Deutschland“. Diesen Wettbewerb nahm Ostwürttemberg zum Anlass, sich als Region im Frühjahr 2021 mit einer Skizze als HyExpert-Region zu bewerben. Die Bewerbung war 2022 erfolgreich, so dass ein gefördertes und auf die Mobilität fokussiertes Konzept hin zu einer Wasserstoffregion entstehen konnte.
---------- Werbung ----------
Die Region steht vor der Herausforderung, den Wandel in der Mobilitätsbranche hin zu emissionsfreien und nachhaltigen Antriebsformen aktiv zu gestalten und das Ziel einer Wasserstoffregion damit zu verbinden. Das beantragte Projekt H2Ostwürttemberg zielt in diesem Gesamtumfeld darauf ab, den Wandel im Mobilitätssektor positiv für die Region voranzutreiben und die Suche des industriellen Sektors nach bezahlbaren Energieredundanzen zu unterstützen.
Wasserstoff – wo liegen die Bedarfe?
Wasserstoff wird spätestens seit 2022 besonders von der Industrie als wichtige Grundlage für eine energiesichere und resiliente Zukunft angesehen. Auch wenn der Preis momentan noch nicht den Vorstellungen vieler Firmen entspricht, war auch 2022 schon klar, dass einige Firmen bereits einen Businessplan auf Grundlage dieser Energieform aufgebaut und in der Schublade liegen hatten. Mit den Auswirkungen des russischen Angriffskrieges auf die Ukraine und der daraus resultierenden Energiekrise wurden mehr und mehr solcher Pläne auch herausgeholt. Doch eine genaue Übersicht lag der Region Ostwürttemberg und damit den beiden Landkreisen Heidenheim und Ostalbkreis nicht vor. Auch die IHK Ostwürttemberg konnte keine genauen Bedarfsmengen nennen.
Gleichzeitig mit der aufkommenden Bedarfsfrage kam auch ein Fernleitungsbetreiber auf die Region Ostwürttemberg zu und informierte die Verantwortlichen über Zukunftspläne hinsichtlich eines Wasserstofffernleitungsnetzes, das die Region direkt queren solle und nur dann komme, wenn genug Bedarfe von den Firmen vor Ort gemeldet würden. So war klar: Eine verlässliche Bedarfsabfrage musste her.
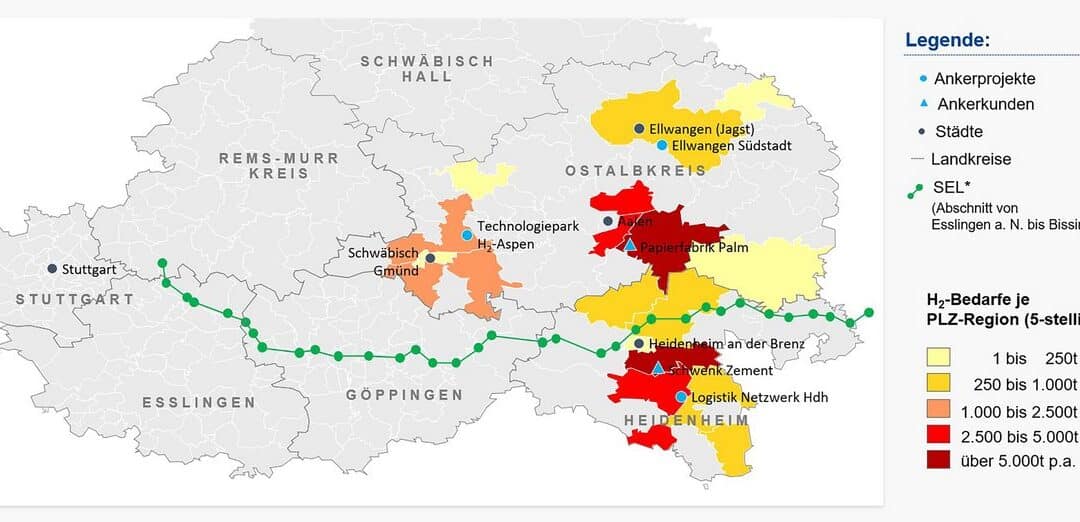
So startete das Projekt bereits im September 2022 über den ausgeschriebenen Dienstleister, die EurA AG, mit einer online-basierten und telefonisch ergänzten Umfrage bei allen Unternehmen der Region Ostwürttemberg. Ergebnis: Knapp 40 Unternehmen haben einen Wasserstoffbedarf in Höhe von etwa 122.000 Tonnen pro Jahr veranschlagt. Mit weiteren Hochrechnungen und Abschätzungen des Dienstleisters für weitere Mobilitätsanwendungen, Bedarfe der nicht abgefragten Industrie und Ersatzbedarfe für Heiz- und Mineralöl sowie eine Beimischung ins Erdgasnetz kam der Dienstleister auf einen geschätzten Bedarf in Höhe von etwa 200.000 Tonnen Wasserstoff pro Jahr oder knapp 7 TWh für die Region Ostwürttemberg.
Ein wesentlicher Teil des Bedarfs würde aktuell auf die Ankerkunden aus der Papier- und Zementindustrie entfallen. Vorausgesetzt, der Wasserstoff ist preislich auf einem kompetitiven Niveau zu anderen Energieformen und wird, insbesondere der grüne Wasserstoff, von den Firmen aufgrund der Kundenresonanz auch benötigt. Die Umfrage hat auch beim Land Baden-Württemberg für besondere Aufmerksamkeit gesorgt und wurde als Grundlage dafür genommen, die veraltete Umfrage des Fernleitungsbetreibers neu aufzusetzen und sich dabei an dem Beispiel aus Ostwürttemberg zu orientieren.
Die wichtigste Erkenntnis aus der Erhebung war relativ schnell deutlich: Diese enormen Mengen an Wasserstoff können nicht vor Ort hergestellt werden. Es muss weiterhin auf Importe und vor allem auch auf Wasserstoffleitungen gesetzt werden. Die angekündigte Fernleitung, die Süddeutsche Erdgasleitung (SEL), die in ihrem vierten Abschnitt den Landkreis Heidenheim kreuzt und bereits als Erdgasleitung seit 2017 planfestgestellt ist, soll umgewidmet und ab spätestens 2032, inzwischen auch im Zuge des Bundeskernnetzes, gebaut werden und Wasserstoff in die Region bringen.
Daraus ergab sich für die Region Ostwürttemberg die nächste relevante Aufgabenstellung: Den Wasserstoff von der Fernleitung zu den wichtigen Abnehmern der Region zu bringen. Es wird also ab 2032 ein H2-Verteilnetz benötigt, das im besten Falle alle großen Wasserstoffabnehmer und wichtige Mobilitätslösungen sowie andere sektorgekoppelte Lösungen verbindet.
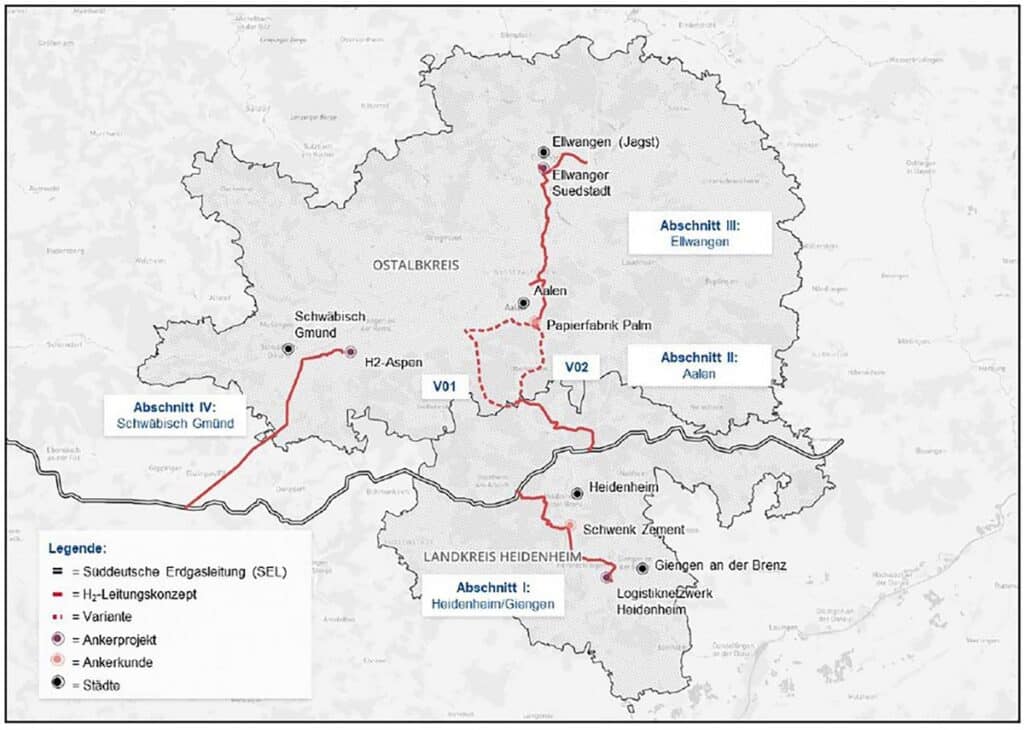
Von der Bedarfsabfrage zum H2-Verteilnetz Ein zentraler Punkt des Projekts H2Ostwürttemberg ist daher die Konzeption einer leitungsgebundenen Versorgung der Ankerkunden und der Wirtschaft der Region Ostwürttemberg mit grünem Wasserstoff. Das Konzept wird dabei im Wesentlichen durch zwei parallele Module definiert: Etablierung der leitungsgebundenen Verteilung von Wasserstoff in der Region über eine T-Leitung (s. Abb. 2) und die Anbindung an die SEL, die als Wasserstoffpipeline realisiert werden soll.
Mit der SEL wird perspektivisch der Anschluss der Region Ostwürttemberg an das Wasserstoffnetz ermöglicht, über das überregional Wasserstoff zu den Verteilnetzen transportiert wird. Die Ausbaustufe der SEL ist dabei abhängig von einem hinreichenden H2-Bedarf in der Region Ostwürttemberg. Die Bedarfsabfrage des Projekts H2Ostwürttemberg liefert somit einen wichtigen Beitrag zur Realisierung der SEL.
Mit der T-Leitung wurde ein erstes Konzept entwickelt, welches zum Ziel hat, die H2-Insellösungen zu integrieren. Die regionalen H2-Erzeuger und -Abnehmer der Ankerprojekte sowie die zu versorgenden Ankerkunden sollen über eine regionale Wasserstoffleitung miteinander verbunden werden. Eine (überregionale) leitungsgebundene Versorgung mit Wasserstoff hat einige Vorteile. So kann eine langfristige wirtschaftliche Versorgung gewährleistet werden. Ausgehend von der konzipierten Leitung können perspektivisch weitere Regionen, Kunden und Kommunen in das H2-Netz integriert werden. Zudem wird die Resilienz der Region gegenüber Ausfällen bzw. Problemen bei der Energieversorgung gesteigert.
Im nächsten Projektschritt wird das Grobkonzept der T-Leitung mit den relevanten Stakeholdern, insbesondere mit den regionalen Verteilnetzbetreibern, validiert. Ziel ist es, die grundsätzlichen Optionen der Umsetzung (bspw. Leitungsneubau oder Umstellung von Bestandsleitungen) zu bewerten.
Möglicher regionaler Pipelineausbau – Verbindung Ankerprojekte und Hauptstandorte
In weiteren Workshops und bilateralen Gesprächen mit sämtlichen Projektbeteiligten und Netzbetreibern wurden die Umstellungs- bzw. Neubauoptionen entlang der möglichen Routenverläufe des Grobkonzepts evaluiert. Schließlich erfolgten die Dimensionierung der neu zu bauenden Leitungsabschnitte auf Basis der im Projekt ermittelten H2-Bedarfe pro Abschnitt sowie die Erstellung einer annahmebasierten Kostenabschätzung.
Für das regionale Wasserstoffverteilnetz ist ein 84 km langes Leitungsnetz notwendig. Die Investitionskosten betragen bei vollumfänglicher Umsetzung des Grobkonzepts etwa 135 bis 185 Mio. Euro. Diese in Abbildung 3 visualisierten weiterführenden Planungen stellen dennoch nur ein Grobkonzept für ein regionales Verteilnetz dar. Die regionalen Verteilnetzbetreiber haben in mehreren Gesprächsrunden jedoch deutlich gemacht, dass Investitionen in ein regionales H2-Verteilnetz ohne Förderungen von Land, Bund oder EU nicht zu stemmen sind. Durch den parallelen Ausbau der Stromnetze und die Konzeptionierung der kommunalen Wärmeversorgung sind die Verteilnetzbetreiber bereits jetzt finanziell stark belastet.
Grobkonzept für die leitungsgebundene Versorgung der Region Ostwürttemberg, ausgehend von der SEL
H2Ostwürttemberg – quo vadis? Am 15. November 2023 hat das Bundesverfassungsgericht in Karlsruhe entschieden, dass die Mittel, die für die Bewältigung der Coronakrise bestimmt waren, nicht für den Klima- und Transformationsfonds (KTF) umgewidmet werden dürfen. Die angestrebte Bewerbung der Region Ostwürttemberg als HyPerformer-Region auf Grundlage des HyExperts-Projekts H2Ostwürttemberg muss daher auf unbestimmte Zeit verschoben werden. Aufgrund der momentanen Unsicherheiten bei bundesgeförderten Programmen sind keine Aussagen zu Förderhöhe, Termin der Programmausschreibung, Projektlaufzeit oder anderen projektbezogenen Fragestellungen möglich.
Um die geplanten Wasserstoffprojekte voranzutreiben, ist die Teilnahme an weiteren Förderprogrammen von entscheidender Bedeutung. Die Region Ostwürttemberg setzt daher bei der Planung und Realisierung der Einzelvorhaben aus H2Ostwürttemberg sowie bei der ganzheitlichen Bewältigung der Energiewende und des Transformationsprozesses auf andere Finanzierungs- und Fördermöglichkeiten.
So wird für das in Abbildung 3 vorgestellte Grobkonzept eine Förderung durch das Programm „Regionale Wasserstoffkonzepte“ des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg angestrebt. Das Grobkonzept ist noch nicht finalisiert oder sofort umsetzungsfähig. Das Ziel des Projektes ist, die sieben regionalen Verteilnetzbetreiber wieder zusammenzubringen und mit dem Fernleitungsbetreiber Terranets BW eine Lösung für ein regionales H2-Netz, ausgehend von der SEL, auszuarbeiten, das auf den Vorleistungen aufbaut und danach genehmigungs- bzw. umsetzungsbereit ist. So können die bereits erhobenen Wasserstoffbedarfe zu den wichtigen Ankerkunden der Region gebracht werden und die zukünftigen Betreiber können sich auf Förderer- bzw. Investorensuche begeben.
Messen sind ein kurzlebiges Geschäft: viel Aufwand für wenige Stunden, viel Energie, um für eine kurze Zeit zu glänzen, viel Material, das danach entsorgt wird. Insbesondere wenn es dort um nachhaltige Themen, um erneuerbare Energien und Wasserstoff geht, wirkt es häufig inkonsequent, so viele Ressourcen zu verbrauchen, obwohl es doch eigentlich um Ressourcenschonung gehen soll. Um diesen Widerspruch zu thematisieren und – wenn möglich – Abhilfe zu schaffen, hat Benjamin Low Sustainable Trade Events Partnership (STEP) gegründet.
HZwei: Herr Low, Sie haben jahrelange Erfahrung im Messebetrieb, wissen also genau, wie material- und energieintensiv solche Ausstellungen sind. Was war für Sie der Grund, quasi die „Fronten zu wechseln“?
Low: (lacht) Die Fronten gewechselt habe ich noch nicht, aber genau weil ich die Herausforderungen hier kenne und nach wie vor in der Messebranche aktiv bin, hatte ich das Gefühl, ich könnte etwas Positives bewirken. Alle Industrien haben die Herausforderung vor sich, sich auf den Weg zur „Klimaneutralität“ zu machen, und der Weg ist noch lang. Ich bin der Überzeugung, dass man, wenn man Teil einer Branche ist, viel effektiver etwas bewirken kann, weil man die Herausforderungen nicht von außen betrachtet, und ganz anders mit den Leuten reden kann.
HZwei: Kann man also eher sagen, dass Sie die Messebranche transformieren wollen?
---------- Werbung ----------
Low: Die Messebranche ist eine riesige Industrie mit vielen Stakeholdern. Von daher scheue ich mich ein bisschen zu sagen, dass wir die komplette Branche transformieren können, aber wir wollen auf jeden Fall Aufmerksamkeit auf das Thema lenken sowie Abhilfe schaffen. Für die erste Zeit haben wir die Energiemessen in Deutschland und Europa ins Visier genommen, da wir hier sehr gute Kontakte haben und Vertrauen genießen, aber natürlich auch, da das Thema Nachhaltigkeit als Messethema hier eine immer wichtige Rolle spielt. Es ist von daher nur konsequent und authentisch, dass die Messen dies beim Messebetrieb und -bau widerspiegeln.
HZwei: Worum geht es genau – in wenigen Worten?
Low: STEP wurde von mir zusammen mit dem weltweit etablierten Marktforschungs- und Zertifizierungsinstitut EUPD Research ins Leben gerufen, um eine gemeinsame Plattform für Messeveranstalter, Aussteller, Verbände und Medien zu schaffen, die sich aktiv für klimaneutrale und abfallfreie Messen und Kongresse einsetzen möchten. Wir sagen, dass STEP das Dach für die drei Säulen unserer Arbeit ist: die Messeveranstalter, Aussteller und Dienstleister. Das Fundament der drei STEP-Säulen ist dann die Zertifizierung und Auszeichnung. Hier werden mit den beteiligten Stakeholder-Gruppen Evaluationsstandards entwickelt, welche die Basis bilden, um die Leuchttürme der nachhaltigen Messebranche zu zertifizieren und auszuzeichnen.
HZwei: Aber wie wird denn daraus ein Geschäftsmodell?
Low: Geschäft stand und steht nicht im Vordergrund, aber wir müssen uns auf jeden Fall refinanzieren, da es sonst keinen Sinn ergibt, so viel Zeit und Energie in das Projekt reinzustecken. Deswegen bieten wir für Aussteller und Messeveranstalter Mitgliedschaften und Beratungen an und in Ergänzung Zertifizierungen für nachhaltige Vorreiter und Dienstleistungen. Hier ist die über 20-jährige Erfahrung der EUPD Research extrem wertvoll.
HZwei: In München auf der „The smarter E“ sammeln Sie derzeit erste Erfahrungen. Wie läuft es an?
Low: Ganz interessant – wir lernen sehr viel! Wir haben zum ersten Mal den Sustainable Exhibitor Award ausgerufen, und es ist spannend zu sehen, wo die Unternehmen bzw. Aussteller stehen. Alle The-smarter-E-Aussteller können an unserer „Sustainable Exhibitor Quick-Check“-Befragung teilnehmen. Nach Erreichung des Mindest-Scores müssen noch Belegdokumente eingereicht werden, um den Prozess abzuschließen. Erfolgreichen Bewerbern werden dann auf der The smarter E die Siegel als „Sustainable Exhibitor“ überreicht. Hier unterscheiden wir noch mal zwischen Silber- und Goldstandard.
HZwei: Was steht als Nächstes an?
Low: Wir sind im Gespräch mit ein paar sehr namhaften Veranstaltern und Messemarken und würden sehr gerne unsere Beratungs- sowie Awards-Leistungen auf anderen Messen und Messeplätzen fortsetzen. Wir sehen die Awards als eine gute Gelegenheit, um auf das Thema aufmerksam zu machen, da man in dem Prozess bereits einen Überblick darüber bekommt, wo man steht und was noch zu tun ist. Bisher haben wir noch keine Wasserstoffmesse im Programm, hoffen aber, das in nächster Zeit ändern zu können.
„Vor zwei Jahre haben wir in Berlin noch über eine All Electric World diskutiert. Jetzt ist klar, wir brauchen beide – Moleküle und Elektronen.“ Mit diesen Worten hat der niedersächsische Wirtschaftsminister Olaf Lies auf der diesjährigen Hannover Messe zwar gut zusammengefasst, wo wir heute stehen. Auf politischer Ebene scheint dies aber noch nicht bei allen angekommen zu sein. Anders lässt sich der Quasi-Förderstopp für H2-Aktivitäten derzeit kaum erklären. Grund genug für die Clean Energy Partnership (CEP) einen Brandbrief nach Berlin zu schicken (s. S. 33) – und Auslöser für einen handfesten Streit unter den Wirtschaftsweisen.
Der brandenburgische Wirtschaftsminister Prof. Jörg Steinbach brachte es im Mai 2024 in Neuruppin auf den Punkt: „Wir steuern derzeit teilweise in die falsche Richtung.“ So werden immer weniger Elektroautos verkauft, stattdessen nimmt die Diskussion erneut an Fahrt auf, ob das Verbrenner-Aus richtig war. Der Einbau von Wärmepumpen schwächelt, stattdessen werden verstärkt Ölbrenner installiert. Und der CO2-Preis, der 2022 schon mal bei über 90 Euro pro Tonne lag, fiel Anfang des Jahres auf rund 55 Euro (Mai 2024: ca. 70 Euro). Dabei bräuchte Wasserstoff einen Mindestpreis von schätzungsweise 100 Euro, um rentabel werden zu können.
Die verheißungsvolle Stimmung aus dem Jahr 2023 ist dahin. Stattdessen regiert Verunsicherung. Grund dafür ist unter anderem die 60-Mrd.-Euro-Lücke im Bundeshaushalt, die – wie befürchtet – Auswirkungen auf diverse Vorhaben hat. Hinzu kommt die Bonhoff-Affäre, die dazu führte, dass das Bundesverkehrsministerium einen Förderstopp erließ und seitdem rein batterieelektrisch unterwegs ist. Und auch die gesamtwirtschaftliche Lage mit minimalem Wachstum lässt derzeit nicht gerade Zuversicht aufkeimen.
Finale Investitionsentscheidungen (FID – final investment decision) werden daher, insbesondere in Deutschland, kaum gefällt (auch wenn sich etliche Rahmenbedingungen deutlich verbessert haben, s. HZwei-Heft April 2024), was Auswirkungen hat. Steinbach sagte dazu: „Unsere Unternehmen haben zum Teil die Marktführerschaft verloren.“
---------- Werbung ----------
Geeignete Förderinstrumente gefordert
Der Deutsche Wasserstoff-Verband e.V. (DWV) fordert deswegen ein „EEG für H2“ – also einen vergleichbaren Förderrahmen wie damals beim Erneuerbare-Energien-Gesetz, an dem sich auch der US-amerikanische Inflation Reduction Act (IRA) orientiert. Der DWV-Vorsitzende Werner Diwald möchte darüber die von der Bundesregierung anvisierten „10 GW Elektrolyseurkapazitäten in den Markt bringen“, auch wenn heute schon klar ist, dass selbst diese nicht ausreichen werden.
Es gibt zwar Förderinstrumente, aber die reichen entweder nicht oder passen der Industrie nicht. Die IPCEI-Vorhaben (Important Projects of Common European Interest) der EU-Kommission benötigten bislang extrem lange bis zur Bewilligung, weshalb die damaligen Rahmenbedingungen teils nicht mehr gelten und einige Projekte nicht mehr wirtschaftlich erscheinen. Außerdem handelt es sich hier um Investitionszuschüsse, die für eine betriebskostenintensive H2-Produktion als nicht ausreichend gelten. Neben einer CAPEX- sei auch eine OPEX-Förderung erforderlich, heißt es seit Monaten aus der Branche.
Zwar könnten auch Gelder aus den Klimaschutzverträgen genutzt werden, aber einige Unternehmen sehen auch diese kritisch. Kilian Crone vom Energy Hub Wilhelmshaven erklärte gegenüber dem Handelsblatt: „Sie geben zwar den Abnehmern, also den energieintensiven Industrieunternehmen, Sicherheit für ihre Investitionen, aber als Basis für die Wasserstofflieferanten, also für eine Investition in einen Elektrolyseur, reichen sie nicht.“ In Wilhelmshaven, wo 5,5 der geplanten 10 GW Elektrolyseurkapazitäten aufgebaut werden sollen, fordert man daher „eine zusätzliche Anschubförderung für den Betrieb von Elektrolyseuren“ in Höhe von 40 Mrd. Euro.
Der niedersächsische Wirtschaftsminister Olaf Lies spielte den Ball allerdings zurück an die Industrie und erklärte, ihm fehle ein stärkeres Bekenntnis der Wirtschaft. Es sei zwar „jetzt echt Substanz da“, aber es benötige „eine stärkere Fokussierung“.
Die Industrie sieht dies naturgemäß ganz anders und versucht, sich bemerkbar zu machen. So initiierte die Clean Energy Partnership (CEP), ein Zusammenschluss verschiedener Stakeholder, insbesondere aus dem Automobil- und Energiesektor, ein gemeinsames Statement mit dem Deutschen Wasserstoff-Verband und wandte sich am 27. April 2024 mit drängenden Worten an die Bundesregierung (s. nächste Seite).
Es sei zwar „normal, dass einige Projekte abgesagt werden“, erklärte Peter Michael Holzapfel von Siemens angesichts der vorherrschenden Unsicherheit, aber derzeit drohe Deutschland seinen bisherigen Vorsprung im H2-Sektor zu verspielen.
Wirtschaftsweise Grimm gegen den Rat
Eine ganz neue Dimension erhält die Förderdebatte derzeit zudem, da sich darüber erstmals öffentlich auch der Sachverständigenrat zur Begutachtung der gesamtwirtschaftlichen Entwicklung (SVR – die Wirtschaftsweisen) entzweit. Veronika Grimm gab kürzlich ein Minderheitsvotum zugunsten von H2-Nfz ab, während sich vier Ratsmitglieder gemeinsam für eine rein batterieelektrische Förderung aussprachen. Laut taz befürchtet Grimm im Falle einer Konzentration auf die Batteriemobilität, dass Deutschland im Bereich der Entwicklung von Brennstoffzellen für Mobilitätsanwendungen „technologisch möglicherweise unwiederbringlich hinter die internationalen Wettbewerber zurückgeworfen“ wird.
Dieses Votum habe nichts damit zu tun, dass sie einen Aufsichtsratsposten bei Siemens Energy übernommen habe oder im Vorstand des Zentrums Wasserstoff Bayern (H2.B) sei, so die Professorin, die an der TU Nürnberg lehrt. Minderheitsvoten gab es auch schon früher, allerdings nicht in Verbindung mit derartigen Compliance-Vorwürfen. Ihr gehe es allein um eine weniger riskante, mehrgleisige Positionierung Deutschlands, so Grimm. Und die Bundesregierung, die der Sachverständigenrat beraten soll, habe das Mandat als unbedenklich bewertet.
Gegenüber der WirtschaftsWoche erklärte sie: „Beim Ausbau einer flächendeckenden Ladeinfrastruktur für batterieelektrische Pkw und Lkw an Autobahnen entstehen Anforderungen an das Stromnetz und immense Flächenbedarfe. […] Ob die realisierbaren Infrastrukturen den Anforderungen der Verkehre gerecht werden können, steht in den Sternen.“
Kabinett einigt sich auf H2-Beschleunigungsgesetz
Ob das Wasserstoffbeschleunigungsgesetz, das am 29. Mai 2024 vom Bundeskabinett verabschiedet wurde, da noch viel helfen kann, bleibt abzuwarten. Denn bevor dieses wirklich in Kraft tritt, müssen sich zunächst noch der Bundesrat und dann auch der Bundestag mit dem Gesetzentwurf befassen. Ziel soll sein, rechtliche Weichen für den beschleunigten Auf- und Ausbau der Infrastruktur für die Erzeugung, die Speicherung sowie den Import von Wasserstoff zu stellen.
Robert Habeck, Bundesminister für Wirtschaft und Klimaschutz, erklärte: „Eine leistungsfähige Wasserstoffinfrastruktur ist von entscheidender Bedeutung für die Dekarbonisierung der Industrie, die Wasserstoffleitungen werden die Lebensadern der Industriezentren sein. Die Zeit dafür drängt. Damit Elektrolyseure oder Importterminals so zügig wie möglich in Betrieb gehen können, brauchen wir schlankere und vor allem schnellere Planungs- und Genehmigungsverfahren. Mit dem Wasserstoffbeschleunigungsgesetz sind die Weichen nun gestellt. Das Gesetz beseitigt Hemmnisse bei der Zulassung von Infrastrukturvorhaben, die Wasserstoff erzeugen, speichern oder importieren. Das ist ein weiterer Meilenstein auf dem Weg zur Wasserstoffwirtschaft.“
Der Gesetzentwurf zielt auf Änderungen im Umwelt- und Vergaberecht ab. Flankierend sollen Änderungen beim Energiewirtschaftsgesetz, Fernstraßen- und Raumordnungsgesetz sowie bei der Verwaltungsgerichtsordnung hinzukommen. So soll es Höchstfristen für wasserrechtliche Zulassungsverfahren, digitale Genehmigungsverfahren, Erleichterungen für den vorzeitigen Maßnahmenbeginn, beschleunigte Vergabeverfahren, verkürzte Instanzenzüge, beschleunigte Eilverfahren sowie die Verringerung des behördlichen Prüfaufwandes bei der Modernisierung von Elektrolyseuren geben.
Ganz wichtig: Die Infrastrukturvorhaben des Wasserstoffbeschleunigungsgesetzes liegen dann im überragenden öffentlichen Interesse – ähnlich wie bei der Beschleunigung des Ausbaus erneuerbarer Energien. Ergänzend sollen Genehmigungsverfahren für Elektrolyseure durch eine Novelle der 4. Bundesimmissionsschutz-Verordnung (BImSchV) vereinfacht werden und teilweise (< 5 MW) gänzlich entfallen.
H2Regional-Konzept vom BdWR
Der Bund der Wasserstoffregionen (BdWR) forderte Mitte Mai 2024 eine spezielle Förderung, um den Transformationsprozess insbesondere bei kleinen und mittleren Unternehmen zu unterstützen. Dieser Zusammenschluss verschiedener politischer Akteure, die regional Wasserstoffkonzepte umzusetzen versuchen, sieht ein Ungleichgewicht in der bisherigen Förderarchitektur. Denn die wenigen Investitionsentscheidungen, die bisher getroffen wurden, entfallen vorrangig auf die Großindustrie, damit diese ihre Energieversorgung dekarbonisieren kann. Eine „Einbindung von Wasserstoff wird für kleine und mittlere Unternehmen (KMU) und den Verkehrsbereich nicht möglich sein“, befürchten die Bürgermeisterinnen und Bürgermeister sowie Landrätinnen und Landräte der aktuell über 30 Wasserstoffregionen sowie der Deutsche Verein des Gas- und Wasserfaches (DVGW).
Volker Wissing, Bundesminister für Digitales und Verkehr Quelle: Nadja Wohlleben
Das an Bundesverkehrsminister Volker Wissing überreichte H2Regional-Konzept sieht zielgenaue Impulse vor, die die regionalen Wirtschaftsakteure dazu befähigt, eigene Investitionen in die Transformation zu tätigen. Diese Impulse sollen sowohl bei den Investitionskosten (CAPEX – vornehmlich im Verkehrssektor) als auch bei den Betriebskosten (OPEX – vornehmlich H2-Erzeugung und Prozesswärmebereitstellung) ansetzen.
Dr. Stefan Kerth, Landrat des Landkreises Vorpommern-Rügen, betonte: „Der in den Regionen verwurzelte Mittelstand ist nicht nur das viel zitierte ‚Rückgrat der deutschen Wirtschaft‘, sondern nach wie vor ein entscheidender Wachstumsmotor. Es liegt auch an der Bundesregierung, diesen Akteuren die wirtschaftlich tragfähige Teilnahme am Hochlauf der Wasserstoffwirtschaft zu ermöglichen.“ Prof. Gerald Linke, Vorstandsvorsitzender des DVGW und einer der Sprecher des BdWR, ergänzte: „Der Hochlauf der Wasserstoffwirtschaft in Deutschland kann nur gelingen, wenn er regional stattfindet. […] Jetzt benötigen diese Unternehmen dringend eine für sie maßgeschneiderte Förderkulisse. […] Von der Stärkung der regionalen Akteure profitiert das ganze Land.“
Der lang andauernde Übergangsprozess der Firma Wystrach kommt allmählich zum Ende. Wie der Speicherhersteller im April 2024 bekanntgab, wurde jetzt die Umbenennung der ehemaligen Wystrach GmbH in Hexagon Purus Weeze GmbH vollzogen. Damit kommt der im September 2021 begonnene Integrationsprozess des nordrhein-westfälischen Unternehmens in die norwegische Hexagon-Purus-Familie zu seinem vorläufigen Abschluss. Während dieses fast dreijährigen Umfirmierungsprozesses erfolgte unter anderem auch die Eröffnung einer neuen Produktionshalle mit deutlich höheren Kapazitäten für den Bau von Wasserstoffspeichern und -tanksystemen.
Über die Ressource Wasser wird in Brandenburg nicht erst seit dem Bau der Tesla-Fabrik in Grünheide bei Berlin viel diskutiert. Auch die heimische Wasserstoffwirtschaft hat einen hohen Bedarf. Eine aktuelle Studie gibt nun Entwarnung: Das Bundesland hat genügend Wasser, so die Kernaussage.
In der Machbarkeitsstudie zum H2-Startnetz wurde ein Wasserbedarf (in Trinkwasserqualität) von jährlich etwa 8 Mio. m3 für optimierte Elektrolyseanlagen bis zu etwa 37 Mio. m3 für Anlagen mit offenen Kühlsystemen und Verdunstungskühlung angenommen. Der vermutliche Wasserbedarf zur Erschließung der heimischen Wasserstoffpotenziale würde demnach rund einem bis sechs Prozent der heutigen Wassergewinnung Brandenburgs (Vergleichsjahr 2019) entsprechen, heißt es im Fazit der Studie.
Landeswirtschaftsminister Prof. Jörg Steinbach gesteht dabei ein, dass Wasser für die Wasserstoffwirtschaft ein Schlüsselelement und zugleich nicht immer und überall verfügbar sei. Wichtig sei deshalb, dass die Wasserverfügbarkeit immer einer individuellen Prüfung vor Ort bedürfe. „Bei begrenzter Ressource kommt zum Beispiel die Trinkwasserversorgung der Bevölkerung vor der Wasserstoffproduktion“, erklärt der Minister.
Die Studie soll veranschaulichen, dass die Energiewende auch eine Wasserwende erfordert, erklärte Studienleiter Martin Zerta von der Ludwig-Bölkow-Systemtechnik. „Der Strukturwandel hin zu erneuerbarem Wasserstoff bietet auch die Chance, heutige und zukünftige Wasserentnahmen und -nutzungen zu optimieren.“ Dazu zählen zum Beispiel auch Potenziale der Abwassernutzung. Hier könnte Brandenburg gezielt Synergien von Sauerstoff, Abwasser und auch Abwärme nutzen, so Zerta.
Die Studie „Wasserverbrauch im Kontext der Wasserstoffproduktion im Land Brandenburg“ wurde vom brandenburgischen Ministerium für Wirtschaft, Arbeit und Energie beauftragt und von einem Konsortium aus der Ludwig-Bölkow-Systemtechnik GmbH, der DHI WASY GmbH und der Water Science Policy gUG erstellt.
Trotz herausfordernden Zeiten gibt es auch Meldungen über neue H2-Projekte. So erfolgte beispielsweise Mitte Mai 2024 der Spatenstich für einen 10-MW-Elektrolyseur in der Region Magdeburg. In Osterweddingen will das uckermärkische Energieunternehmen Enertrag grünen Wasserstoff erzeugen, und zwar aus Windstrom von eigenen Anlagen.
Ein Teil der zunächst rund 900 Tonnen pro Jahr soll in die Wasserstoffpipeline von Ontras eingespeist werden. Darüber hinaus soll der geplante Wasserstoff-Mobilitäts-Hub versorgt werden, an dem unter anderem H2-Lkw von Keyou zum Einsatz kommen werden. Auch Ryze Power will Wasserstoff abnehmen, um damit seine Baumaschinen zu betreiben.
Enertrag-Vorstandsmitglied Dr. Tobias Bischof-Niemz erklärte: „Wasserstoff ist ein unverzichtbarer Baustein für die Energiewende und bietet Lösungen zur Dekarbonisierung verschiedener Sektoren, von der Schwerindustrie bis zum Fernlastverkehr. Durch die direkte Verknüpfung mit unseren nahegelegenen Wind- und Solarparks wird dieser Elektrolyseur nicht nur grünen Wasserstoff produzieren, sondern auch weitere industrielle Ansiedlungen in der Region fördern und die lokale Wertschöpfung erhöhen.“
Der Elektrolyseur wird im örtlichen Industriepark errichtet, nur knapp zwei Kilometer von der geplanten Intel-Chipfabrik entfernt. Wie Enertrag mitteilte, wird er systemdienlich betrieben, um Schwankungen bei der Erzeugung von Strom aus Wind und Sonne auszugleichen und so das Stromnetz zu entlasten.