
von Sven Geitmann | Jan. 6, 2025 | 2025, Deutschland, Meldungen, Politik
Interview mit Dagmar Fehler, NOW-Geschäftsführerin
Seit September 2024 hat die Nationale Organisation Wasserstoff- und Brennstoffzellentechnologie (NOW) GmbH mit Dagmar Fehler eine neue Sprecherin der Geschäftsführung. Relativ unvermittelt musste ihr Vorgänger, Kurt-Christoph von Knobelsdorff, seinen Hut nehmen. Bis Sommer 2025 soll die NOW jetzt auch komplett neue Strukturen erhalten. Zwei gute Gründe für HZwei, um mit Dagmar Fehler persönlich zu reden.
HZwei: Sehr geehrte Frau Fehler, von außen betrachtet wirkte es, als wenn Sie recht unverhofft zu Ihrem neuen Posten gekommen sind. Kam diese „Beförderung“ für Sie im vergangenen Herbst überraschend?
---------- Werbung ----------

Fehler: Das mag von außen so gewirkt haben, ich habe die Herausforderung aber sehr gerne angenommen. Die NOW ist ein einzigartiger Thinktank mit tollen Kolleginnen und Kollegen. Hier sind alle hochmotiviert, dabei zu helfen, den Verkehrssektor insgesamt klimafreundlicher zu machen. Und ich bin es auch.
Wie gestaltete sich denn die Zusammenarbeit mit dem bisherigen Geschäftsführer Kurt-Christoph von Knobelsdorff? Kamen Sie gut mit ihm klar?
Wir haben sehr gut miteinander gearbeitet und auch gemeinsame Erfolge erzielt. Ich schätze sein Engagement für die Sache.
Einige vermuten ja hinter seinem plötzlichen Abgang eine Verbindung zur „Bonhoff-Affäre“, in deren Rahmen ja auch mal der Name von Knobelsdorff gefallen ist. Gibt es da einen Zusammenhang?
Ich wüsste von keinem. Vielmehr ist es so, dass aufgrund des Urteils des Bundesverfassungsgerichts zum Klima-Transformations-Fonds (KTF) vom November 2023 Fördermittel gekürzt wurden, was ganz erhebliche Auswirkungen auf die Aufgaben der NOW GmbH hatte. Da wir als Programmgesellschaft gegründet wurden, mussten organisatorische Anpassungen entwickelt werden. Eine davon war, dass die NOW ihr Profil schärft. Der personelle Wechsel an der Spitze ist ein sichtbares Zeichen dieses Prozesses.
Verstehe, bitte schildern Sie uns doch mal kurz, was Sie bisher bei der NOW gemacht haben.
Ich war Co-Leiterin der Nationalen Leitstelle Ladeinfrastruktur und habe diese mitaufgebaut. Ich bringe über 20 Jahre Erfahrung in der Geschäftsprozess- und Organisationsentwicklung mit, gepaart mit dem Thema Digitalisierung, Daten und Informationen.
Wir arbeiten in der NOW an vielen Mobilitätsthemen und wir arbeiten sehr gut teamübergreifend zusammen. Darum sind mir auch die Themen Wasserstoff und Brennstoffzelle nicht fremd. Und wenn ich Detailfragen habe, so gibt es viele ausgezeichnete Expertinnen und Experten um mich herum, die mir kritisch und unabhängig weiterhelfen.
Was für einen Bezug haben Sie denn zu den Themen Wasserstoff und Brennstoffzellen?
Wasserstoff und Brennstoffzellen sind für mich ein Baustein, um die Klimaziele im Verkehr, aber auch in anderen Sektoren erreichen zu können. Ohne diesen Baustein wird das nicht funktionieren.
Noch heißt Ihr Arbeitgeber Nationale Organisation Wasserstoff- und Brennstoffzellentechnologie. Ursprünglich war die NOW nur für das Nationale Innovationsprogramm Wasserstoff- und Brennstoffzellentechnologie zuständig. Über die Jahre kamen viele andere Themenbereiche hinzu: Elektromobilität, Ladeinfrastruktur, Kraftstoffstrategie usw. Wie sehen Sie inzwischen die Gewichtung? Wie viel Anteil hatte zuletzt der H2– und BZ-Sektor?
Die Gewichtung der einzelnen Bereiche hat sich im Laufe der Zeit geändert, weil sie unterschiedlich stark gewachsen sind. Das war abhängig von den gesellschaftlichen und politischen Prioritäten sowie den Zielen beziehungsweise den Möglichkeiten der Bundesregierung. Auch in diesem Zusammenhang spielt das KTF-Urteil 2023 eine Rolle. Der Wasserstoff- und Brennstoffzellensektor bleibt ein zentraler Bestandteil der Arbeit der NOW GmbH, insbesondere im Hinblick auf die Umsetzung der nationalen Wasserstoffstrategie im Verkehr, den Aufbau einer Wasserstoffbetankungsinfrastruktur und die Entwicklung einer starken Zulieferlandschaft in Deutschland.
Da erscheint es verständlich, dass sich die NOW neu strukturiert und vielleicht auch umbenennt – auch wenn das viele Akteure der H2– und BZ-Community ungerne eingestehen. Geben Sie uns doch bitte mal einen Einblick, auf was wir uns gefasst machen dürfen.
Wir bleiben weiterhin eine zentrale Anlaufstelle auf Bundesebene für den Klimaschutz in der Mobilität. Die politische Priorität liegt zukünftig jedoch stärker auf batterieelektrischer Mobilität und vor allem auf dem Ausbau der Ladeinfrastruktur. Unser Gesellschafter wünscht sich dennoch, dass wir weitere Technologien für Klimaschutz im Verkehr bei allen Verkehrsträgern in ihrer Entwicklung begleiten. Wir verstehen uns als Dienstleister der Bundesregierung und wollen diese bestmöglich in ihren mobilitätsorientierten Vorhaben unterstützen. Dies wollen wir digital und datengetrieben machen, um noch verlässlichere Entscheidungsgrundlagen zur Verfügung zu stellen. Wir werden weiterhin mit unserer Expertise zur Verfügung stehen und unterstützen.
Heißt das, dass die Bedeutung von Wasserstoff und Brennstoffzellen heruntergeschraubt wird?
Ich stelle die Technologien nicht gegeneinander. Es wird nicht ohne Wasserstoff und erneuerbare Kraftstoffe gehen.
Was bedeutet das konkret? Seit Monaten verstärkt sich der Eindruck, dass Elektromobilität und Ladeinfrastruktur auch finanziell immer stärker gefördert werden, Wasserstoffmobilität hingegen kaum bis gar keine Unterstützung mehr bekommt.
Auch bei der Elektromobilität und sämtlichen anderen Bereichen, die für den Verkehr relevant sind, gab es schmerzhafte Kürzungen. Das betrifft keinesfalls allein die Wasserstoffmobilität.
Der derzeit noch im Amt befindliche Bundesverkehrsminister Volker Wissing machte ja keinen Hehl daraus, dass er Wasserstoff lediglich als Hilfsmittel für E-Fuels ansieht, ansonsten davon aber nicht viel hält. Was erhoffen Sie sich von einem neuen Verkehrsminister, egal welcher Partei dieser dann angehört?
Die Einschätzung, dass Bundesminister Wissing von Wasserstoff nichts hält, teile ich nicht. Im Rahmen der Technologieoffenheit hat die Industrie für sich technologische Prioritäten gesetzt. Basis dafür sind die Produktionspläne für Pkw und Lkw, die uns dank der Cleanroom-Gespräche bekannt sind. Die kommende Leitung des Bundesverkehrsministeriums muss dafür den notwendigen Hochlauf der Infrastrukturen sicherstellen und auch den Fahrzeughochlauf im Blick haben. Heißt: an die erfolgreichen Vorarbeiten des BMDV anknüpfen und die Beschleunigung fortsetzen.
In welcher Art sollte denn Ihrer Meinung nach die NOW umstrukturiert werden? Bis zum Sommer 2025 sollte sie ja – so die ursprüngliche Planung – einen neuen Namen sowie ein neues Konzept bekommen. Halten Sie an diesem Zeitplan trotz der vorgezogenen Bundestagswahl fest?
Wir halten daran fest – auch weil wir unseren Kolleginnen und Kollegen sowie all unseren Stakeholdern Sicherheit und Verlässlichkeit schuldig sind.
Werden Sie dann noch weiter dabei bleiben oder besetzen Sie den Posten jetzt nur kommissarisch? Wie man hört, soll es eine Ausschreibung geben. Werden Sie sich dann dafür auch bewerben?
Ich arbeite sehr gerne für die NOW. Die Sache erfordert, dass auch schwierige Entscheidungen getroffen werden müssen, aber ich kann diese mit dem Leitungsteam und unserem Betriebsrat gemeinsam gestalten. Das möchte ich sehr gerne weiter so machen.
Was ist denn Ihre Hoffnung, bis wann es mehr Klarheit geben könnte, wie es mit der ehemaligen NOW weitergeht?
Warum denn ehemaligen? Wir sind bis Ende 2026 mit allen Themenfeldern weiterbauftragt. Der Gesellschafter möchte uns einen neuen Namen geben, der der Gleichwertigkeit der Technologien stärker Rechnung trägt. Eine Entscheidung dazu erwarten wir in den nächsten Monaten.
HZwei: Herzlichen Dank für Ihre Zeit.
Interviewer: Sven Geitmann

von Sven Geitmann | Jan. 6, 2025 | 2025, Deutschland, Entwicklung, Markt, Meldungen
Nordrhein-Westfalen baut seine Kapazitäten im H2-Forschungssektor weiter aus. Im September 2024 nahm das vergrößerte HyTechLab4NRW in Duisburg seinen Betrieb auf. Am Standort des Zentrums für Brennstoffzellen Technik stehen seitdem mit einer noch leistungsstärkeren Infrastruktur noch bessere Rahmenbedingungen für die Erforschung von Brennstoffzellen und Elektrolyseuren bereit.
Im Rahmen umfangreicher Umbaumaßnahmen wurde das im Jahr 2019 eröffnete HyTechLab4NRW auf den neuesten Stand der Technik gebracht und insbesondere bei der Medienversorgung besser ausgestattet, so dass jetzt auch größere Anlagen getestet werden können. ZBT-Betriebsleiter Bernd Oberschachtsiek zeigte sich sichtlich erleichtert: „Unser Provisorium war der hässlichste Container der Welt. Jetzt haben wir endlich ein voll ausgestattetes Labor, das nicht nur technisch auf dem neuesten Stand ist, sondern auch optisch überzeugt.“
ZBT-Geschäftsführer Dr. Peter Beckhaus erläuterte: „Heute reden wir über Brennstoffzellenantriebe für Schiffe, Flugzeuge und Lkw, mit Leistungen von 300 kW bis in den Megawattbereich. Um diese Anwendungen weiter zu erforschen, haben wir nun die passende Infrastruktur geschaffen.“ Silke Krebs, Staatssekretärin im NRW-Wirtschaftsministerium, erklärte: „Wasserstoff ist ein Wachstumsmarkt und gerade für NRW als Industriestandort von zentraler Bedeutung. Wir brauchen neue Technologien und Forschung, um diese Zukunft zu gestalten.“ Prof. Astrid Westendorf, Prorektorin für Forschung an der Universität Duisburg-Essen, ergänzte: „Dies ist ein echter Gewinn für unsere Forschungsinfrastruktur.“
---------- Werbung ----------
Gelegenheit zur Besichtigung ist am 4. und 5. Februar bei den ersten ZBT-Wasserstofftagen.

von Eva Augsten | Jan. 2, 2025 | 2024, Deutschland, Markt, Meldungen, Messen, News, Wasserstoffwirtschaft
Die Wasserstoff-Konferenz und -Messe Hydrogen Technology Expo hat im Oktober 2024 erstmals in Hamburg stattgefunden. Dort gibt es noch einiges Wachstumspotenzial. Das liegt nicht nur daran, dass die Hamburger Messe größer ist als die in Bremen – wo diese Veranstaltung in den vergangenen drei Jahren abgehalten wurde –, sondern auch daran, dass sich Hamburg zu einem Wasserstoff-Hub in Norddeutschland entwickelt.
Mit gut 800 Ausstellern, rund 15.000 Messegästen und 1.500 Konferenzbesuchern gehört die noch junge Veranstaltung bereits zu den größeren Branchentreffs. Die Aussteller zeigten sich zufrieden mit den auf der Messe geknüpften Kontakten. Laut Veranstalter sind bereits über 80 Prozent der Flächen für das kommende Jahr gebucht. Mit sechs parallelen Vortragsreihen war auch das Konferenzprogramm abwechslungsreich. Das reichte von übergreifenden Themen wie dem internationalen Handel mit Wasserstoff im „Strategic Forum“ bis zu technischen Details über Testverfahren von Brennstoffzellen.
Eine reine H2-Veranstaltung ist die Hydrogen Technology Expo allerdings nicht. In den Aussteller- und Besucherzahlen sind auch diejenigen enthalten, die sich mit dem zweiten Schwerpunkt der Kongressmesse befassen – Carbon Capture and Storage (CCS), also dem Auffangen und Lagern von Kohlendioxid. Sponsor des Strategic Forum ist zudem der Ölriese Exxon Mobil.
---------- Werbung ----------
Diese thematische Verknüpfung rief auch Umweltaktivisten von Greenpeace auf den Plan, die auf dem Messegelände gegen CCS protestierten. Für 2025 wird die „Carbon Capture Technology Expo“ mit einer eigenen Webseite beworben. Auf dem Internetauftritt der Hydrogen Technology Expo ist das Thema CCS kaum zu finden. Mit einigen weiteren Klicks sieht man jedoch schnell, dass Ausstellungsfläche und Konferenzprogramm identisch sind.

von Eva Augsten | Dez. 20, 2024 | 2024, Deutschland, Energiewirtschaft, Entwicklung, Markt, Meldungen, News, Wasserstoffwirtschaft
Die MAN-Tochterfirma Quest One, ehemals H-Tec Systems, feierte Ende September 2024 die Einweihung ihres Gigahub im Norden Hamburgs. Sie will in großem Maßstab flexible PEM-Elektrolyseure mit meterhohen Stacks herstellen.
Es war einer dieser Erfolgsmomente der Energiewende, bei denen alle gern auf der Bühne stehen und dessen Bedeutung man leicht am Promi-Faktor erkennen kann. An erster Stelle stand natürlich Bundeskanzler Olaf Scholz. In Hamburg-Rahlstedt sei er schon lange nicht mehr gewesen, sagte Scholz. Dabei war er dort zur Schule gegangen. „Dass man mit Wasserstoff Flugzeuge antreiben kann, haben wir damals aber noch nicht gelernt. Das war höchstens ein Thema für Forscher“, erzählte Scholz in der nagelneuen Fabrikhalle von Quest One.
Aus der Hamburger Politik waren sowohl der Erste Bürgermeister Peter Tschentscher als auch die Wirtschaftssenatorin Melanie Leonhard erschienen – normalerweise kommt nur einer von beiden zu Feierlichkeiten. Aus Berlin kamen der Parlamentarische Staatssekretär Michael Kellner aus dem Wirtschafts- und Klimaschutzministerium und Till Mansmann, Beauftragter für grünen Wasserstoff des Bundesministeriums für Bildung und Forschung. Vom Quest-One-Mutterkonzern MAN Energy Solutions und dessen Mutterfirma Volkswagen waren jeweils die Aufsichtsratschefs angereist, Gunnar Kilian und Hans Dieter Pötsch.
---------- Werbung ----------
Der Anlass des ganzen Rummels: Das Unternehmen Quest One, das am Tag zuvor noch H-Tec Systems hieß, will im Nordosten von Hamburg eine Elektrolyseurherstellung im Gigawatt-Maßstab starten.
Die PEM-Elektrolyse wird groß
Die Firmengeschichte von Quest One ist gleichzeitig eine Geschichte der Skalierung der PEM-Elektrolyseure. Die PEM-Elektrolyse läuft bei mäßigem Druck und mittleren Temperaturen, sie bietet daher einen guten Kompromiss zwischen Effizienz und Flexibilität. Damit ist sie die Technologie der Wahl, wenn es darum geht, Wasserstoff mithilfe der unsteten Energiequellen Wind und Sonne zu erzeugen. Doch im Vergleich zur Alkali-Elektrolyse hat sie Jahrzehnte der industriellen Skalierung nachzuholen.
Die H-Tec Wasserstoff-Energie-Systeme, wie Quest One bis Ende September hieß, begann 1997 damit, Mini-PEM-Elektrolyseure herzustellen. Diese waren vor allem dazu gedacht, Schulkindern das physikalische Prinzip der Elektrolyse nahezubringen. Mit Wasserkraft betriebene alkalische Elektrolyseure erzeugten zu jenem Zeitpunkt schon seit Jahrzehnten in Norwegen und Ägypten zehntausende Kubikmeter Wasserstoff stündlich für die Düngemittelproduktion. Dass Wasserstoff ernsthaft zu einer Speichertechnologie für Solar- und Windstrom werden könnte, glaubte damals aber höchstens eine Handvoll Visionäre.
Seither sind nicht nur die erneuerbaren Energien deutlich günstiger geworden. Auch die PEM-Technologie hat kräftig aufgeholt. Im Jahr 2010 kaufte das norddeutsche Energiewende-Unternehmen GP Joule die H-Tec. Die Elektrolyseure wuchsen auf einige hundert Kilowatt, immerhin tauglich für kleine Anwendungen. 2019 stieg MAN Energy Solutions ein und H-Tec brachte den ersten Megawatt-Elektrolyseur auf den Markt: neun Stacks à 110 kW, jeweils so groß wie eine Bierkiste, mitsamt den zugehörigen Peripheriesystemen, anschlussfertig montiert in einem 40-Fuß-Container, – eine praktische Lösung für kleine Windparks und einzelne Wasserstofftankstellen.

Erfolgsmoment der Energiewende: Kinder drückten symbolisch den Startknopf für die Elektrolyseurfertigung von Quest One.
Gigawatt-Pläne für grünen Wasserstoff
Um Stahlwerke, Düngerhersteller und Raffinerien mit Wasserstoff zu beliefern, reicht das noch lange nicht, ebenso wenig für das Ziel von 10 GW Elektrolyseleistung, das die Ampel-Bundesregierung seinerzeit für 2030 ausgegeben hatte. Das ist die Dimension, in der auch Quest One mitmischen will. Das soll schon der neue Name deutlich machen. Er solle nicht nur aussagen, dass Klimaschutz die wichtigste aller Aufgaben sei, sondern auch, dass das Unternehmen mit grünem Wasserstoff aus seinen Elektrolyseuren ein Prozent der weltweiten Treibhausgasemissionen vermeiden wolle, erklärte Robin von Plettenberg, CEO der Quest One bei der Eröffnungsfeier.
Die rund 800 Gäste applaudierten kräftig. Überhaupt wurde bei der offiziellen Inbetriebnahme des Gigahub mit Buzzwords und Pathos nicht gegeizt. Über die Leinwand flackerten Bilder von ausgedörrten Böden, reißenden Fluten, brennenden Wäldern, gefolgt von einer Sanduhr – und dem quecksilbrig glänzenden, donutförmigen Logo von Quest One. Das Projekt sei „Teil von etwas ganz Großem“, sagte von Plettenberg.
Von Handarbeit zur Serie
Bisher bietet die Produktionshalle vor allem Platz für große Pläne. Der Reinraum mit der eigentlichen Fertigung verschwand am Eröffnungstag fast komplett hinter der riesigen Video-Leinwand. Doch Innovationen zeigen sich nicht immer in großen Maschinen. Während man Solar- und Batteriefabriken mit dem nötigen Kleingeld heute schlüsselfertig kaufen kann, hat sich Quest One mit jedem Fertigungsschritt, der in Rahlstedt automatisiert und zuverlässig läuft, ein Stück technologisches Neuland erobert.
Dabei hilft das ebenfalls am Gigahub angesiedelte Forschungs- und Entwicklungszentrum. Bis vor Kurzem fügten die Mitarbeiter zum Beispiel die Elektrolysezellen noch in stundenlanger Handarbeit zu Stacks zusammen. Bei diesem Schritt ist absolute Präzision angesagt, denn die winzigen Wasserstoffmoleküle können durch die kleinste Fuge entweichen und so den ganzen Stack unbrauchbar machen. Als Quest One Ende September seine Einweihung feierte, war es bereits gelungen, diese Aufgabe an Roboter zu delegieren. Sie erledigen die Arbeit in einem Viertel der Zeit. Weniger als eine Stunde braucht es mittlerweile, um einen Stack zu produzieren.
Nun, da das automatisierte Handling läuft, traut sich Quest One auch, von einer neuen Generation von Megawatt-Stacks zu sprechen. Drei Meter hoch und drei Tonnen schwer sollen sie sein, heißt es. Ende 2026 soll die Halle weitgehend voll sein, dann soll die Produktion der Megawatt-Stacks laufen. Mit solchen Stacks könnten auch Projekte jenseits der 100-MW-Marke mit PEM-Elektrolyseuren besser umsetzbar werden. Im Laufe des Jahres 2026 will sich Quest One in die Richtung bewegen, die in der Pressemitteilung angekündigt ist – hin zu einer Fertigungskapazität von 5 GW jährlich.
Einige Monate nach der Einweihung ist bei Quest One Alltag eingekehrt. Für die Büros stehen noch einige Ausbauarbeiten an. In den Reinräumen läuft hingegen die Serienfertigung. In der riesigen Halle stehen statt Bistrotischen und Stühlen nun Regale, um die Stacks zu lagern. Sie werden an den Stammsitz der Firma nach Augsburg geschickt, wo sich die Fertigung für die Elektrolyseure befindet.
Damit diese Elektrolyseure wirklich sauberen Wasserstoff erzeugen können, muss aber auch außerhalb der Fabrik noch einiges passieren. Wind- und Solarparks müssen gebaut und finanziert werden, ebenso wie Netze und Speicher für den Wasserstoff.
Schon bei der Einweihung zeigte die Paneldiskussion nach dem feierlichen Knopfdruck, dass die Anwesenden sich der Herausforderungen sehr bewusst waren. „Die richtige Arbeit geht jetzt erst los“, fasste es Jürgen Klöpffer, Finanzchef von MAN Energy, zusammen.

von Michael Nallinger | Dez. 19, 2024 | 2024, Energiewirtschaft, Markt, Meldungen, News, Wasserstoffwirtschaft
„Der Wasserstoff kann kommen, das Gasverteilnetz ist bereit“
Die Bedarfe an Wasserstoff sind sowohl in Kommunen als auch in der Industrie umfassend vorhanden. Nun werden in diesem Umfeld die Planungen hinsichtlich einer Umsetzung dieser Marktbedürfnisse konkreter. Als Initialzündung dafür gilt der kürzlich beschlossene Aufbau eines H2-Kernnetzes (s. S. 18). Angesichts der Versorgungssituation ist jedoch klar, dass sich der Fokus zunehmend auf das Verteilnetz richten muss, was auch auf dem DVGW-Kongress deutlich wurde.
„Das Transformationstempo mit dem Ziel, den Wasserstoffhochlauf zu beschleunigen, muss aufrechterhalten, wenn nicht sogar erhöht werden“, betonte Prof. Dr. Gerald Linke Mitte September 2024 auf dem DVGW-Kongress in Berlin. Zudem forderte der Vorstandsvorsitzende des Deutschen Vereins des Gas- und Wasserfaches weitere regulatorische Maßnahmen, die über die bereits erfolgten politischen Beschlüsse hinausgehen, etwa was das Wasserstoffbeschleunigungsgesetz, die Importstrategie oder das Wasserstoffkernnetz betrifft.
---------- Werbung ----------
Ähnlich sieht dies Stefan Dohler. Der Präsident des Bundesverbands der Energie- und Wasserwirtschaft (BDEW) und Vorstandsvorsitzende der EWE AG in Oldenburg unterstrich die Aufbruchstimmung unter anderem mit Blick auf den gestarteten Aufbau der Elektrolysekapazitäten sowie die im vergangenen Sommer auf den Weg gebrachten Klimaschutzverträge für die Industrie: „Wir müssen dranbleiben und dürfen das Momentum nicht verlieren.“ Dohler beobachtet hier im Versorgungsgebiet der EWE eine sehr hohe Nachfrage nach Wasserstoff.

Prof. Linke, DVGW: „Um den Wasserstoffhochlauf in Deutschland zu beschleunigen, muss der Fokus beim Ausbau der Wasserstoffinfrastrukturen stärker auf die Verteilnetze gelegt werden.“
Quelle: Bildschön GmbH/Vollmeyer
Diese Einschätzung teilt der DVGW-Präsident und Vorstandsvorsitzende der ESWE Versorgung in Wiesbaden, Jörg Höhler: „Wir müssen Druck auf dem Thema lassen.“ Dabei favorisiert Höhler einen möglichst breit angelegten Ansatz. Es gehe nicht darum, sich für Strom oder Wasserstoff in der Energieversorgung zu entscheiden, nein, man benötige beides. Gemeinsam mit den Energieversorgungsunternehmen Mainova und Entega erarbeitet ESWE eine Machbarkeitsstudie zum Aufbau einer Wasserstoffinfrastruktur im Rhein-Main-Gebiet – ein Projekt, das in der Zwischenzeit mit dem Innovationspreis Neue Gase ausgezeichnet wurde. Allerdings fordert auch Höhler klare Vorgaben und Unterstützung für die Verteilnetzbetreiber bei der Umstellung der Gasnetze auf Wasserstoff.
Portfolio CO2-freier Energieträger vonnöten
Dieser Appell stößt anscheinend auf offene Ohren bei der Bundesnetzagentur (BNetzA). „Die All-Electric-World ist ein volkswirtschaftlich ineffizienter Weg. Wir brauchen daher ein Portfolio CO2-freier Energieträger“, konstatierte Dr. Markus Doll auf der Veranstaltung. Für den Leiter Anlagen und Netzbetrieb bei der BNetzA ist klar, dass es zur konsistenten Planung der jeweiligen Infrastrukturen eines gemeinsamen Zielbilds bedarf. Ziel müsse eine über die Energieträger integrierte Netzentwicklung sein, betonte Doll in Berlin.
Als Initialzündung zur Lösung des Henne-Ei-Problems des Wasserstoffsektors sieht er den Beschluss zum Aufbau des rund 9.000 km langen H2-Kernnetzes. Dieses mittlerweile von der BNetzA genehmigte Vorhaben betrachtet man bei der Bonner Behörde als „Basis und Übergang in den zyklischen Prozess zur Netzentwicklungsplanung Wasserstoff/Erdgas“. Für den BNetzA-Experten Doll sind die nächsten Schritte klar: Für die CO2-freien Energieträger werden entsprechende Infrastrukturen benötigt. Dabei gibt es hinsichtlich der Einspeisung von Wasserstoff in die Netze laut Doll zwei Voraussetzungen. Einerseits ist der Einsatz dort sinnvoll, wo er volkswirtschaftlich effizient ist, und andererseits dort, wo keine anderen Dekarbonisierungsalternativen vorhanden sind. Im Konzert der klimaneutralen Gase spielt Biomethan nach der Einschätzung Dolls vor allem regional eine Rolle.
Hinsichtlich der benötigten Speicher, insbesondere der für Wasserstoff geeigneten Kavernenspeicher, hofft er, dass sich diese „aus dem Markt“ entwickeln werden. Er versprach jedoch eine entsprechende Berücksichtigung der Regulierungsbehörde bei der Netzentwicklungsplanung (NEP).
Wasserstoff in die Fläche bringen
Dr. Thomas Gößmann bezeichnet es als Mammutprojekt, parallel die Gasinfrastruktur zu erhalten und diejenige für Wasserstoff aufzubauen. Auf der Veranstaltung in Berlin erläuterte der Chef von Thyssengas am Beispiel von Nordrhein-Westfalen, wie sich Wasserstoff in die Fläche bringen lässt. Dazu sollen insgesamt sechs regionale Cluster als Potenzialregionen entlang der Hauptstränge des Kernnetzes entwickelt werden: Köln, Ruhrgebiet, Mittlerer Niederrhein, Niederrhein, Bentheim-Westmünsterland sowie Münster-Hamm. Diese Schwerpunktregionen sind aus Sicht von Thyssengas besonders geeignet als Keimzellen für die Entwicklung hin zu einer integrierten H2-Infrastruktur. Ein großes Augenmerk sollte nach der Einschätzung Gößmanns zudem auf den Aufbau grenzüberschreitender Kapazitäten gelegt werden. Diese ermöglichten eine breite Diversifizierung der Bezugsquellen.
Auch bei schwaben netz befindet man sich bereits mitten im Aufbau einer Umstellungsstrategie. Konkret sind die Aktivitäten in drei Großprojekte gegliedert. Projekt 1 beschäftigt sich mit dem Gasnetztransformationsplan. Wo befinden sich Kopplungspunkte zum H2-Kernetz? Wo und wann wird man auf Wasserstoff umstellen? Das sind die Fragen, denen man dort nachgeht. Ein weiteres Projekt ist die Zielnetzplanung: Die H2-Bedarfe großer Ankerkunden im Netzgebiet sowie Netzbereiche, die sich kosteneffizient transformieren lassen, sind die Herausforderungen, die der Netzbetreiber dort adressiert. Und das dritte Vorhaben ist ein Pilotprojekt zur Versorgung mit Wasserstoff. Konkret geht es um ein Gebiet mit mehreren Wohneinheiten, das mit Wasserstoff aus einer Chloralkali-Elektrolyse in einem Industriepark versorgt werden soll.
Diese Aktivitäten stoßen bereits heute auf ernsthaftes Interesse. Der Technische Geschäftsführer von schwaben netz, René Schoof, berichtet von „signifikanten“ Wasserstoffbedarfen seitens Industrie und Kommunen in Bayerisch-Schwaben mit Blick auf die Erreichung der Klimaziele 2030. Eine gemeinsame Web-Abfrage von bayernets, schwaben netz sowie der IHK Schwaben erbrachte hier konkrete Zahlen. Insgesamt wurde für das Jahr 2030 ein H2-Bedarf mit einer Leistung von 1.903 MW gemeldet. Dabei ist sich der Geschäftsführer sicher, dass eine reine Elektrifizierung der Energieversorgung viele überfordern würde. „Wir müssen auch den kleinen und mittleren Unternehmen die Chance geben, die richtige Lösung für sich zu finden“, unterstrich Schoof in Berlin.
Großer Zuspruch für Umstellung auf Wasserstoff
Dass sich die Gasnetzbetreiber auf breiter Fläche mit Umsetzungsszenarien beschäftigen, zeigt auch der diesjährige Gasnetztransformationsplan (GTP). Dabei handelt es sich um das zentrale Planungsinstrument für die Transformation der Gasverteilnetze hin zur Klimaneutralität. Nach dem Start 2022 stieg im dritten Planungsjahr die Anzahl der teilnehmenden Gasverteilnetzbetreiber auf 252. So deckt der GTP nun Gasleitungen mit einer Gesamtlänge von 450.000 km ab und erreicht 381 von 401 deutschen Landkreisen.
Abb. 3 a-c: Im Rahmen des Gasnetztransformationsplans (GTP) analysieren die Netzbetreiber die Bedarfe ihrer Kunden bis ins Jahr 2045

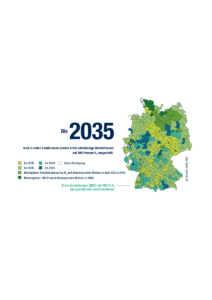
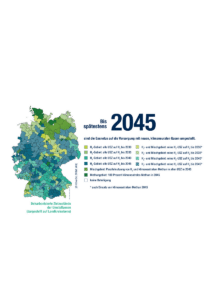
Im Rahmen des Gasnetztransformationsplans (GTP) analysieren die Netzbetreiber die Bedarfe ihrer Kunden bis ins Jahr 2045
Quelle: GTP 2024, DVGW/VKU)
Die Tendenz ist deutlich: Die Mehrheit der rund 1.100 durch die GTP-Teilnehmer versorgten Kommunen plant den langfristigen Einsatz klimaneutraler Gase sowohl in der Industrie als auch in Privathaushalten. (Lediglich zwei Prozent der Kommunen sprachen sich gegen den Einsatz in der Industrie aus, sieben Prozent lehnten einen solchen für Privathaushalte ab.) Und auch zwei Drittel der über 3.500 befragten Industrie- und Gewerbekunden sehen einen zukünftigen Bedarf an Wasserstoff, von den Großkunden ab 10 Mio. kWh sogar über 80 Prozent und davon ein Viertel bereits bis 2030.
„Umfangreiche Studien des DVGW und seiner Institute zeigen, dass die deutschen Gasverteilnetze mit volkswirtschaftlich vergleichsweise geringen Kosten technisch sicher für die Verteilung von Wasserstoff ertüchtigt werden können. Dies muss jetzt angegangen werden“, fordert DVGW-Chef Linke. Für die technische Umstellung bietet der DVGW mit verifHy die zentrale Plattform zur schnellen und komfortablen Überprüfung der Wasserstoffeignung von Gasnetzen und der verwendeten Produkte, Komponenten und Materialien an. Per Knopfdruck lassen sich zuverlässige Informationen zur H2-Readiness abrufen. verifHy unterstützt die Gasnetzbetreiber dabei, ihre Infrastrukturen auf die Eignung für Wasserstoff zu überprüfen. Die Datenbank soll so zum zentralen Beschleuniger für die H2-Netzumstellung werden.
Unproblematische Umstellung bei Avacon
Dass eine Umstellung auch in der Praxis möglich ist, hat man bei Avacon Netz nachgewiesen (s. HZwei-Heft Okt. 2022). Torsten Lotze aus dem Assetmanagement Gas/Wasserstoff verweist auf acht erfolgreiche Pilotprojekte mit PE- und Stahlnetzen im Rahmen des DVGW-Projektkreises „Wasserstoff in der Gasverteilung“. Die Netzbetreiber haben dort aufgrund der vorab durchgeführten Analysen keine Bauteile ausgetauscht. „Die oberirdische Überprüfung von erdverlegten Leitungen vor und nach der Umstellung bestätigte jeweils die technische Dichtheit“, berichtet Lotze. Während des Betriebs seien keine technischen Auffälligkeiten aufgetreten.
Eine Integritätsbeurteilung erfolgte vorab gemäß den DVGW-Merkblättern G407 (Umstellung von Stahlrohren bis 16 bar Betriebsdruck) sowie G408 (für PE-Rohre bis 16 bar Betriebsdruck). Die Materialien seien „safe“. Man habe in den Netzen nichts gefunden, was tatsächlich kritisch sei, betont Manager Lotze.
Mit diesem Wissen ist man in der Lage, bereits die nächsten Schritte zu gehen. „Wir können jetzt schon Netze bewerten und einen Umstellungsfahrplan aufstellen“, bilanziert der Avacon-Mitarbeiter. Dieser Plan sieht fünf konkrete Schritte vor:
- Bestandsaufnahme und Dokumentation der aktuellen Netzstruktur, Materialien und Betriebsbedingungen
- Netzanalyse, Materialanalyse und Bewertung der Wasserstoffbeständigkeit
- Ersatzmaßnahmen bei unvollständiger Dokumentation
- Technische Anpassungen
- Umstellung
Auf dieser Basis hat der Netzbetreiber den Avacon-Gasnetztransformationsfaktor (GTF) entwickelt. Konkret bewertet dieser, wie gut ein Gasnetz oder einzelne Komponenten in ein zukünftiges dekarbonisiertes Energiesystem überführt werden können. In der Integritätsbeurteilung werden eine H2-Bewertung sowie eine Bewertung der Sicherheit, des Zustands und des Datenbestands jeweils als Kennzahl dargestellt. Über den GTF lasse sich sofort sagen, wo hier das Gesamtnetz steht und wo einzelne lokale Abschnitte stehen, erläutert Lotze. Angesichts dieser Erkenntnisse und erzielten Fortschritte überrascht das Fazit des Avacon-Experten nicht: „Der Wasserstoff kann kommen, das Gasverteilnetz ist bereit.“
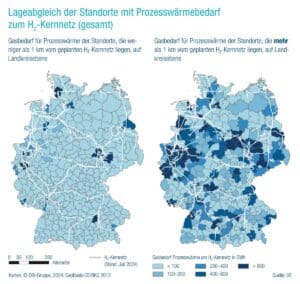
Klar ist: Das H2-Kernnetz erreicht nicht alle industriellen und gewerblichen Gasabnehmer mit Prozesswärmebedarf.
Quelle: Studie Prozesswärme – woher kommt die Energie? DVGW, DBI, DMT
Verteilnetz von besonderer Bedeutung
Bereit sind offensichtlich auch die Industriekunden: Laut dem H2-Marktindex (s. Infokasten) schätzen 76 Prozent der Marktakteure die Bedeutung von klimaneutral erzeugtem Wasserstoff für die zukünftige Energieversorgung in Deutschland als hoch und sehr hoch ein. Ein wichtiges Einsatzgebiet ist dort die Prozesswärme mit Temperaturen zwischen 100 und 1.500 Grad Celsius. Dieser Bedarf lag in den vergangenen Jahren bei rund 200 TWh. Das entspricht fast einem Zehntel des Endenergiebedarfs (Referenzjahr: 2020) von 2.318 TWh und einem Fünftel des Gasbedarfs in Deutschland.
Eine im Auftrag des DVGW erstellte Studie hat über 5.600 Industriestandorte hinsichtlich ihrer Versorgungssituation erfasst. Das Ergebnis zeigt die Bedeutung des Verteilnetzes: 27 Prozent der untersuchten Standorte sind weniger als einen Kilometer vom geplanten H2-Kernnetz entfernt und könnten direkt darüber versorgt werden. 78 Prozent des Gasbedarfs für Prozesswärme werden allerdings in einer Entfernung von über einem Kilometer zu diesem Netz entstehen. Zur Versorgung dieser Standorte wird daher ein wasserstofffähiges Verteilnetz benötigt. „Um den Wasserstoffhochlauf in Deutschland zu beschleunigen, muss der Fokus beim Ausbau der Wasserstoffinfrastrukturen stärker auf die Verteilnetze gelegt werden. Ihnen kommt eine besondere Bedeutung zu“, bringt DVGW-Chef Linke die Situation auf den Punkt.
Der H2-Marktindex – Barometer für den Markthochlauf
Der H2-Marktindex dient dazu, die Wahrnehmung von Marktakteuren bezüglich der Entwicklung eines Wasserstoffmarkts in Deutschland zu ermitteln. Zielsetzungen sind dabei die Abbildung der Wahrnehmungen von verschiedenen Stakeholdern, die Identifikation von Herausforderungen und möglichen Problemfeldern sowie das Erfassen relevanter Indikatoren zur Messung des Fortschritts des Wasserstoffmarkthochlaufs. Der H2-Marktindex umfasst die vier Themenfelder Innovationsumfeld, politisch-regulatorischer Rahmen, Infrastrukturausbau und Marktentwicklung. Die Indexergebnisse werden auf einer Skala von 0 (negativ) bis 100 (positiv) abgebildet.
Zur Erhebung des H2-Marktindexes 2024 wurde eine Online-Befragung von Stakeholdern der Wasserstoffwirtschaft durchgeführt. Insgesamt sind 311 indexrelevante Rückmeldungen in die Auswertung eingeflossen. Durchgeführt wurde die Befragung vom Energiewirtschaftlichen Institut an der Universität zu Köln gGmbH (EWI) im Auftrag des DVGW, des Verbands der Chemischen Industrie e.V. (VCI), des Verbands Deutscher Maschinen- und Anlagenbau e.V. (VDMA) und der Wirtschaftsvereinigung Stahl (WV Stahl).
Autor:
Michael Nallinger

von Jörg Weber | Dez. 19, 2024 | 2024, Aktien, Deutschland, Entwicklung, Markt, Meldungen, News, Politik, Wasserstoffwirtschaft
Aktienanalyse von Jörg Weber, ECOreporter
Die große Euphorie den Wasserstoff betreffend scheint vorerst vorbei: Für die meisten H2-Aktien geht es seit längerem abwärts. Was paradox erscheint, denn der Klimawandel beschleunigt sich, die Zeit ihn zu bremsen verrinnt. Umso notwendiger wäre eine konsequente Energiewende, und dazu gehört nun einmal die Wasserstoffbranche. Doch derzeit läuft in der Energiepolitik vieles mit angezogener Handbremse, wenn es um erneuerbare Energien geht. Währenddessen sichern die Unternehmen, die ihr Geld mit fossilen Energien verdienen, ihre Pfründe.
Umweltfreundlich hergestellter Wasserstoff hat nach wie vor ein enormes Potenzial, wenn es darum geht, Industrieprozesse klimaneutral zu gestalten. Emissionsarmes Stahlkochen ist damit ebenso möglich wie die Herstellung von Düngemitteln oder die Dekarbonisierung des Verkehrs. Letzteres gilt zwar weniger für Pkw, aber dafür umso mehr für den Bereich Schwerlasttransport, also für Lkw, Züge und Schiffe. Doch überall hakt es. Auch beim Stahlproduzenten Thyssenkrupp, der groß wirbt: „Wir kochen auch nur mit Wasserstoff.“ Derzeit kocht im Ruhrgebiet aber immer weniger Stahl, Thyssenkrupp steht vor einer enormen Kündigungswelle. Das wird auch die Bemühungen um grünen, mithilfe von Wasserstoff hergestellten Stahl abbremsen.
---------- Werbung ----------
Es bleibt spannend
Die politischen Wasserstoffziele sind – noch – engagiert, die entsprechenden Budgets groß: Die Bundesregierung will mit ihrer Nationalen Wasserstoffstrategie 9 Mrd. Euro investieren, Deutschland soll die weltweite Nummer eins in der Wasserstoffbranche werden. Auch die EU und die USA planen Milliardeninvestitionen in grünen Wasserstoff. Doch ob die Pläne realisiert werden, ist ungewiss, denn Regierungswechsel und Veränderungen in der gesamten politischen Landschaft können zum Umschwenken führen. Donald Trump plant riesige Steuererleichterungen für Unternehmen, in Deutschland wird seit Monaten über den Haushalt diskutiert – beides kann dazu führen, dass Anschubfinanzierungen für grüne Wasserstoffindustrien gekürzt werden.
Die Euphorie in Bezug auf den möglichen Energieträger der Zukunft hat sich in den letzten Jahren stark abgekühlt. Wachstumswerte, zu denen H2-Aktien gehören, haben es in turbulenten Zeiten wie diesen ohnehin schwer, weil sie schwieriger und zu schlechteren Konditionen an Kredite kommen – gerade Profi-Investoren suchen dann oft etablierte und vermeintlich sicherere Werte. Zumal die echte H2-Revolution auf sich warten lässt; die Nachfrage schwach bleibt und die meisten Unternehmen schwankende Zahlen präsentieren. Die Folge: Manche Aktien haben seit der großen Wasserstoffbegeisterung im Jahr 2021 mehr als 90 Prozent ihres Wertes verloren.
Anlegerinnen und Anleger denken oft, sie könnten bei einer Technologie, die so kurz vor dem Durchbruch zu stehen scheint, nur einen Fehler machen: nicht auf den Zug aufzuspringen. In der Vergangenheit hat sich aber häufig gezeigt, dass es gerade bei Zukunftstechnologien auf die Auswahl der richtigen Papiere ankommt. Seriös lässt sich für den Wasserstoffmarkt nicht prognostizieren, welche Unternehmen letztlich zu den Gewinnern zählen werden. Aktien von Unternehmen, die ausschließlich in der Wasserstoffwirtschaft aktiv sind, sind oft eher eine Wette als ein strategisches Investment. Eine Ausnahme in der Branche bilden Firmen, die zwar auch, aber nicht nur auf Wasserstoff setzen. Dafür gibt es etablierte und profitabel arbeitende Beispiele. Zwei davon sind hier als erste vorgestellt: Linde und Air Liquide.
Linde
Der weltgrößte Industriegasekonzern Linde hat auch 2024 gute Geschäfte gemacht. An der Börse geht es für den internationalen Konzern seit Jahren meist aufwärts. Im dritten Quartal 2024 steigerte Linde seinen Umsatz zum Vorjahr um zwei Prozent auf 8,4 Mrd. US-$. Der Nettogewinn blieb stabil bei knapp 1,6 Mrd. Dollar. Einen höheren Gewinn verhinderten die aktuellen Sparmaßnahmen des Konzerns, die im letzten Quartal zusammen mit anderen Sonderausgaben einmalige Kosten verursachten. „Wie erwartet hat sich die schwache wirtschaftliche Entwicklung im dritten Quartal fortgesetzt, vor allem in den industriellen Endmärkten“, sagte Linde-Chef Sanjiv Lamba. „Derzeit rechnen wir nicht mit einer kurzfristigen Verbesserung des wirtschaftlichen Umfelds. Wir haben jedoch Maßnahmen ergriffen, um den wirtschaftlichen Gegenwind abzumildern.“
Für das Gesamtjahr 2024 hat Linde seine Prognose leicht gesenkt: Der um Sondereffekte bereinigte Gewinn je Aktie soll jetzt bei 15,40 bis 15,50 US-$ liegen und damit acht bis neun Prozent über dem Vorjahreswert. Die Linde-Aktie kann unverändert als attraktives Investment gelten. Der Konzern verfügt über eine hervorragende Marktposition, ist sehr gut finanziert und erzielt auch in Flautephasen robuste Gewinne. Das erwartete Kurs-Gewinn-Verhältnis von 32 für 2024 ist allerdings weiterhin hoch, für 2025 fällt es mit 28 nur unwesentlich moderater aus. Anlegerinnen und Anleger, die aktuell einen Einstieg planen, werden möglicherweise einen langen Atem brauchen. Defensive Investoren sollten für einen Kauf auf Kursrücksetzer warten.
Linde ist eine ECOreporter-Favoriten-Aktie und den eigenen Angaben zufolge der weltweit größte Wasserstoffhersteller. Dieses Segment baut Linde kontinuierlich weiter aus. Der Konzern hat auf mehreren Kontinenten nachhaltige Wasserstoffprojekte initiiert. Anfang 2024 kündigte Linde etwa ein Projekt im niederländischen Eemshaven in Kooperation mit dem norwegischen Erdgaskonzern Equinor an. Die Quartalsdividende wird Linde um neun Prozent auf 1,39 US-$ (1,29 Euro) pro Aktie anheben. Die Ausschüttung steigt damit das 31. Jahr in Folge.
Air Liquide
Der französische Linde-Konkurrent Air Liquide ist ebenfalls an zahlreichen Projekten im Bereich grüner Wasserstoff beteiligt, etwa in seinem Heimatland oder im chinesischen Shanghai. Anfang 2024 kündigte Air Liquide ein Joint Venture mit dem Ölkonzern Total an, das in den nächsten zehn Jahren mehr als 100 Wasserstofftankstellen in Europa errichten soll. Bereits 2024 sollen rund 20 Stationen in Frankreich, den Niederlanden, Belgien, Luxemburg und Deutschland in Betrieb genommen werden.
Der Kurs der Air-Liquide-Aktie hat sich in den letzten fünf Jahren gut entwickelt. Ein Hoch erreichte die Aktie im Mai 2024 mit fast 180 Euro, bis Ende November sank sie auf unter 160 Euro. Das erwartete Kurs-Gewinn-Verhältnis für 2024 liegt bei 27. Air Liquide ist robust aufgestellt, ECOreporter schätzt die Nachhaltigkeitsziele von Linde allerdings als ambitionierter ein. Nach einer Bewertung der renommierten und unabhängigen Science Based Targets initiative (SBTi) sind die Nachhaltigkeitsziele sowohl von Linde als auch von Air Liquide mit dem Ziel einer Erderwärmung um maximal 1,5 Grad vereinbar.
Bloom Energy – Trotz Risiken interessant
Die Aktie des US-Konzerns Bloom Energy schoss von Oktober bis Ende November 2024 von unter 10 auf über 26 Euro hoch. Der Grund: Das Unternehmen konnte sich den bislang weltweit größten Auftrag für Festoxid-Brennstoffzellen sichern. Der Energieversorger American Electric Power (AEP) hat bis zu 1 Gigawatt (GW) an Brennstoffzellen bestellt. Sie sollen Rechenzentren für künstliche Intelligenz (KI) mit Strom versorgen. Im ersten Schritt umfasst die Vereinbarung laut Bloom Energy eine Bestellung von 100 Megawatt (MW), weitere Lieferungen sind ab 2025 geplant. Die Brennstoffzellen sollen direkt an den Standorten der Kunden installiert werden und Strom mit um ein Drittel geringeren CO2-Emissionen im Vergleich zur aktuellen Versorgung liefern.
Die Festoxid-Brennstoffzellen von Bloom Energy können laut dem Unternehmen zu 100 Prozent mit Wasserstoff oder einem beliebigen Gemisch aus Wasserstoff und Erdgas betrieben werden. Zu Kraftwerken zusammengeschaltet könne die Technologie ganze Gebäudekomplexe mit Strom versorgen. Festoxid-Brennstoffzellen sind also nicht zwingend eine saubere Lösung – das sind sie erst, wenn sie mit grünem Wasserstoff betankt werden. Bloom Energy selbst betont, dass die Klimabilanz schon beim Betrieb mit Erdgas deutlich besser sei als bei herkömmlichen fossilen Kraftwerken.
Analysten reagierten begeistert auf die Neuigkeit. Experten der US-Investmentbank Piper Sandler bezeichneten das Geschäft als „bahnbrechend“ für Bloom Energy. Der Auftrag könnte für den Konzern einen Umsatz von bis zu 3 Mrd. US-$ generieren und ihm gleichzeitig die Türen für weitere Kooperationen mit anderen Energieversorgern öffnen. Vor allem aber beweise der Auftrag, dass Bloom Energy tatsächlich fähig sei, mit seiner Technologie große Rechenzentren zu versorgen.
Bloom Energy ist im H2-Sektor eines der interessanteren Unternehmen. Während Firmen wie Ballard Power, Plug Power oder Nel ihre vollmundigen Versprechen bislang nicht halten können, immer größere Verluste einfahren und bei Großaufträgen oft außen vor bleiben, wächst Bloom und kommt offenbar auch für große Projekte infrage. In diesem Jahr will der Konzern operativ schwarze Zahlen schreiben. 2025 soll erstmals ein Nettogewinn erzielt werden.
Vorsichtige Anlegerinnen und Anleger sollten jedoch abwarten, wie sich die weitere Geschäftsentwicklung bei Bloom gestaltet und ob tatsächlich in absehbarer Zeit schwarze Zahlen erreicht werden. Der Kursanstieg von Bloom Energy dürfte auch damit zusammenhängen, dass der Auftrag das Thema künstliche Intelligenz berührt.
Bloom Energy baut seit 2022 auch Wasserstoffgeneratoren (Elektrolyseure). Der Konzern machte 2022 erstmals einen Umsatz von mehr als 1 Mrd. US-$, 2023 waren es 1,3 Mrd. Dollar. Im Geschäftsjahr 2024 könnte Bloom erstmals die Gewinnzone erreichen.
Enapter – Riskant
Schlechter sieht es für das Hamburger Wasserstoffunternehmen Enapter aus: Es erwartet für 2024 weniger Umsatz als zunächst erhofft. Wesentliche Einnahmen sollen sich ins nächste Jahr verschieben. Allerdings gibt sich Enapter bei den mittelfristigen Aussichten optimistisch. Enapter ist klein: Für das laufende Geschäftsjahr dürfte der Umsatz bei 22 bis 24 Mio. Euro liegen. Zuvor hatte das Unternehmen mit 34 Mio. Euro gerechnet. Beim Ergebnis vor Zinsen, Steuern und Abschreibungen (EBITDA) prognostiziert das Management unverändert ein Minus von 7 bis 8 Mio. Euro. Der Prognose liegt laut Enapter ein Auftragsbestand von derzeit rund 50 Mio. Euro zugrunde. Aufgrund von Verzögerungen in der Produktion von 1-MW-Elektrolyseuren sowie Verschiebungen von Kundenprojekten erwartet Enapter, dass „wesentliche Teile der Umsätze“ erst 2025 realisiert werden.

Die Halle in Saerbeck steht, wurde aber von Enapter nie bezogen (Foto von Nov. 2022), Quelle: Enapter
Enapter hat 2024 seine Strategie geändert. Ursprünglich wollte das Unternehmen eine Massenfertigung im nordrhein-westfälischen Saerbeck bei Münster aufbauen. Die Pläne für das Forschungs- und Produktionszentrum Enapter Campus wurden Anfang Juni 2024 aber aufgegeben. Der Konzern konzentriert sich künftig auf die Herstellung sogenannter Stacks, der Herzstücke eines Elektrolyseurs. Die vollständigen Elektrolyseure mit dem Markennamen Enapter werden nun im Rahmen eines Gemeinschaftsunternehmens von der Firma Wolong in China gebaut.
Außerdem will Enapter seine Stacks auch anderen Kunden anbieten. Ende Oktober 2024 erhielt das Unternehmen einen ersten Auftrag des niederländischen Energiekonzerns Adsensys, der Elektrolyseure mit Enapter-Technologie bauen will. Adsensys erwirbt auch eine Software-Lizenz von Enapter. Man sei „sehr zuversichtlich, dass in 2025 weitere Core-Partnerschaften abgeschlossen und umfangreiche Großaufträge in Asien, Europa und den USA realisiert werden können“, so Enapter-Chef Dr. Jürgen Laakmann, der Nachfolger von Firmengründer Sebastian-Justus Schmidt.
Die Aussichten der Enapter-Aktie sind kaum einzuschätzen. Die Aktie war immer schon eine Wette – nach Einschätzung von ECOreporter ist sie aber nach der Absage des Campus deutlich unattraktiver geworden. Enapter gibt zu, dass es derzeit nicht genug Nachfrage gibt, um eine Massenfertigung für seine Elektrolyseure aufzubauen. Zudem steckt das Unternehmen weiterhin tief in den roten Zahlen. Daher ist hier zunächst von einem Einstieg abzuraten.
SFC Energy – Klein und recht solide
Der Brennstoffzellenhersteller SFC Energy aus Brunnthal bei München hat in den ersten drei Quartalen 2024 Umsatz und Margen steigern können. Das Unternehmen sieht sich strategisch sehr gut aufgestellt und hebt seine Ergebnisprognose leicht an. SFC Energy erzielte von Januar bis September einen Umsatz von 105 Mio. Euro, im Vergleich zum Vorjahr ein Plus von rund 20 Prozent. Dabei profitierte das Unternehmen nach eigenen Angaben besonders von der starken Nachfrage nach Brennstoffzellen für industrielle Anwendungen und einem deutlichen Ausbau des Projektgeschäfts.
Am stärksten legten die Geschäfte in Asien zu, wo der Umsatz um knapp 70 Prozent wuchs. Das Ergebnis vor Zinsen und Steuern (EBIT) kletterte im Jahresvergleich um 60 Prozent auf 7,2 Mio. Euro. Der Nettogewinn legte in den ersten drei Quartalen um fast 35 Prozent auf 8,7 Mio. Euro zu. Im dritten Quartal sank der Gewinn allerdings um 27 Prozent auf 2,3 Mio. Euro.
SFC Energy hat seine bislang größte Fabrik in Rumänien eröffnet sowie Geschäfte von Ballard Power erworben und damit entscheidende Weichen für weiteres Wachstum gestellt.
Dennoch: Die schlechte Ergebnisentwicklung im dritten Quartal stimmt bedenklich. Aber immerhin, SFC Energy hat mit seiner Technologie erfolgreich eine Nische besetzt. Die Brennstoffzellen werden vor allem zur stationären Stromversorgung genutzt – entweder wenn kein Zugang zum Stromnetz besteht oder als Ersatz für Diesel-Notstromaggregate. SFC gelingt damit, wovon etliche andere Wasserstoffunternehmen weit entfernt sind: Das Unternehmen erzielt Gewinne.
Das erwartete Kurs-Gewinn-Verhältnis der SFC-Energy-Aktie ist mit 27 für 2024 weiterhin hoch, 2025 könnte es dank der Aussicht auf weiter steigende Gewinne bei moderaten 18 liegen. Und das wäre dann für eine Wachstumsbranche schon ein erstaunlich seriös-niedriger Wert. Trotz der geschäftlichen Erfolge hat allerdings auch die SFC-Energy-Aktie in den letzten drei Jahren unter der Korrektur am Wasserstoffmarkt gelitten, der Kurs schwankt seit 2021 stark. Die Aktie ist nur für Anlegerinnen und Anleger mit erhöhtem Risikobewusstsein eine Option. Für defensive Investoren eignet sie sich nicht.

In der neuen Zentrale des internationalen Anbieters von Elektrolysetechnologie Thyssenkrupp Nucera in Dortmund entstehen 560 neue Arbeitsplätze, Quelle: Thyssenkrupp Nucera
Thyssenkrupp Nucera im Sinkflug
Der Dortmunder Wasserstoffkonzern Thyssenkrupp Nucera ist im Vergleich zu SFC Energy ein Riese: Allein im dritten Quartal seines Geschäftsjahres 2023/2024 (April bis Juni) hat er über eine Viertelmilliarde Euro Umsatz erzielt – mehr als erwartet. Das Ergebnis vor Zinsen und Steuern (EBIT) sank im Vergleich zum Vorjahr hingegen von 7 auf nur noch 1 Mio. Euro. Insgesamt dürfte der Jahresumsatz bei 800 bis 900 Mio. Euro liegen. Davon sollen 500 bis 550 Mio. Euro mit der alkalischen Wasserelektrolyse (AWE) erwirtschaftet werden. Das EBIT wird laut Konzern voraussichtlich „im negativen mittleren zweistelligen Millionen-Euro-Bereich“ liegen.
Das Unternehmen leidet unter Verzögerungen neuer Projekte auf Kundenseite. Seit ihrem Börsenstart im Juli 2023 hat die Aktie deutlich an Wert verloren, der Kursverlauf zeigt im Schnitt kräftig nach unten. Nucera bleibt daher ein hochriskantes Investment. Nachhaltigen Anlegerinnen und Anlegern kann außerdem die Beteiligung des Konzerns am NEOM-Projekt in Saudi-Arabien Bauchschmerzen bereiten. Hierbei handelt es sich um eine futuristische Stadt, die in der Wüste im Nordwesten Saudi-Arabiens entsteht und international oft in der Kritik steht.
Fazit
H2-Aktien bleiben spekulative Investments. Verlässliche Einstiegschancen bieten vor allem die Gasekonzerne Linde und Air Liquide, deren Geschäft nicht von Wasserstoff abhängig ist. Bei den spekulativen Werten kommen Bloom Energy und SFC Energy geschäftlich deutlich voran – SFC schreibt bereits schwarze Zahlen, Bloom Energy könnte dies im aktuellen Geschäftsjahr schaffen. Die Risiken bleiben hier trotzdem hoch.
Die Aktien von Thyssenkrupp Nucera und Enapter sollte man im Auge behalten. Aktuell allerdings sind diese Papiere noch eher Wetten als Investments. Ehemalige Branchenlieblinge wie Plug Power, Ballard Power oder Nel haben die in sie gesetzten Erwartungen nicht erfüllen können, deutliche Kurseinbrüche waren die Folge. Hier scheint auch eine Wette aktuell wenig attraktiv.
Selbst sehr risikobereite Anlegerinnen und Anleger sollten, wenn sie eine Wette auf Wasserstoff eingehen wollen, eher einen Wasserstoff-Fonds oder -ETF ins Auge fassen, um ihr Investment zumindest etwas zu streuen. Und für alle H2-Werte außer Linde und Air Liquide gilt: Setzen Sie im H2-Markt grundsätzlich nur Geld ein, auf das Sie vollständig verzichten können. Unerwartetes kann jederzeit kommen – und Verluste muss man verkraften können, wenn man hier investiert.
Autor dieses Beitrags ist Jörg Weber, Gründer und Chefredakteur von ECOreporter.de. Die Internet-Publikation berichtet seit 25 Jahren ausschließlich über nachhaltige Geldanlagen. ECOreporter finanziert sich durch Abonnements der Lesenden und ist daher unabhängig von Werbeeinnahmen u. Ä. ECOreporter testet nachhaltige Fonds, ETFs, Banken, Anleihen, Genussrechte und anderes und analysiert nachhaltige Aktien. Konkrete Ratschläge und Warnungen zeigen den Lesenden, wo sie ihr Geld sinnvoll investieren können.
Jeder Anleger sollte sich bei der Investition in Aktien immer seiner eigenen Risikoeinschätzung bewusst sein und auch an eine sinnvolle Risikostreuung denken. Diese Analyse stellt keine Kaufempfehlung dar.
Autor: Jörg Weber, ECOreporter
